HEIDENHAIN TNC 320 (340 55x-03) User Manual
Page 229
HEIDENHAIN TNC 320
229
8.2 Cy
cles f
o
r Dr
illing, T
a
pping and Thr
ead Milling
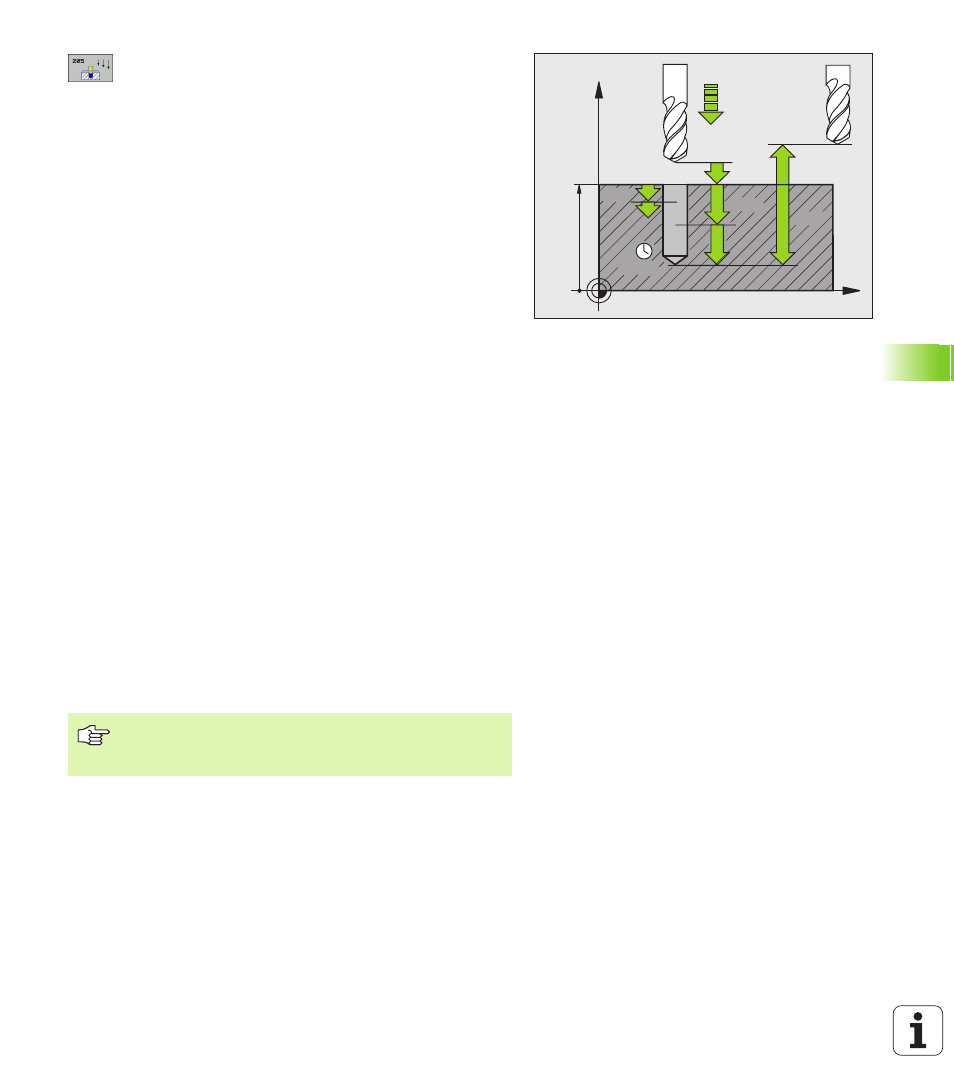
Set-up clearance
Q200 (incremental value): Distance
between tool tip and workpiece surface.
Depth
Q201 (incremental value): Distance between
workpiece surface and bottom of hole (tip of drill
taper).
Feed rate for plunging
Q206: Traversing speed of
the tool during drilling in mm/min.
Plunging depth
Q202 (incremental value): Infeed per
cut. The depth does not have to be a multiple of the
plunging depth. The TNC will go to depth in one
movement if:
the plunging depth is equal to the depth
the plunging depth is greater than the depth
Workpiece surface coordinate
Q203 (absolute
value): Coordinate of the workpiece surface.
2nd set-up clearance
Q204 (incremental value):
Coordinate in the spindle axis at which no collision
between tool and workpiece (clamping devices) can
occur.
Decrement
Q212 (incremental value): Value by which
the TNC decreases the plunging depth Q202.
Minimum plunging depth
Q205 (incremental value): If
you have entered a decrement, the TNC limits the
plunging depth to the value entered with Q205.
Upper advanced stop distance
Q258 (incremental
value): Set-up clearance for rapid traverse positioning
when the TNC moves the tool again to the current
plunging depth after retraction from the hole; value
for the first plunging depth.
Lower advanced stop distance
Q259 (incremental
value): Set-up clearance for rapid traverse positioning
when the TNC moves the tool again to the current
plunging depth after retraction from the hole; value
for the last plunging depth.
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
Q211
Q257
If you enter Q258 not equal to Q259, the TNC will change
the advance stop distances between the first and last
plunging depths at the same rate.