Flowserve L Worthington Simpson User Manual
Page 7
L and U USER INSTRUCTIONS ENGLISH 85392721 07-12
Page 7 of 36
flowserve.com
1.6.4.2
Marking
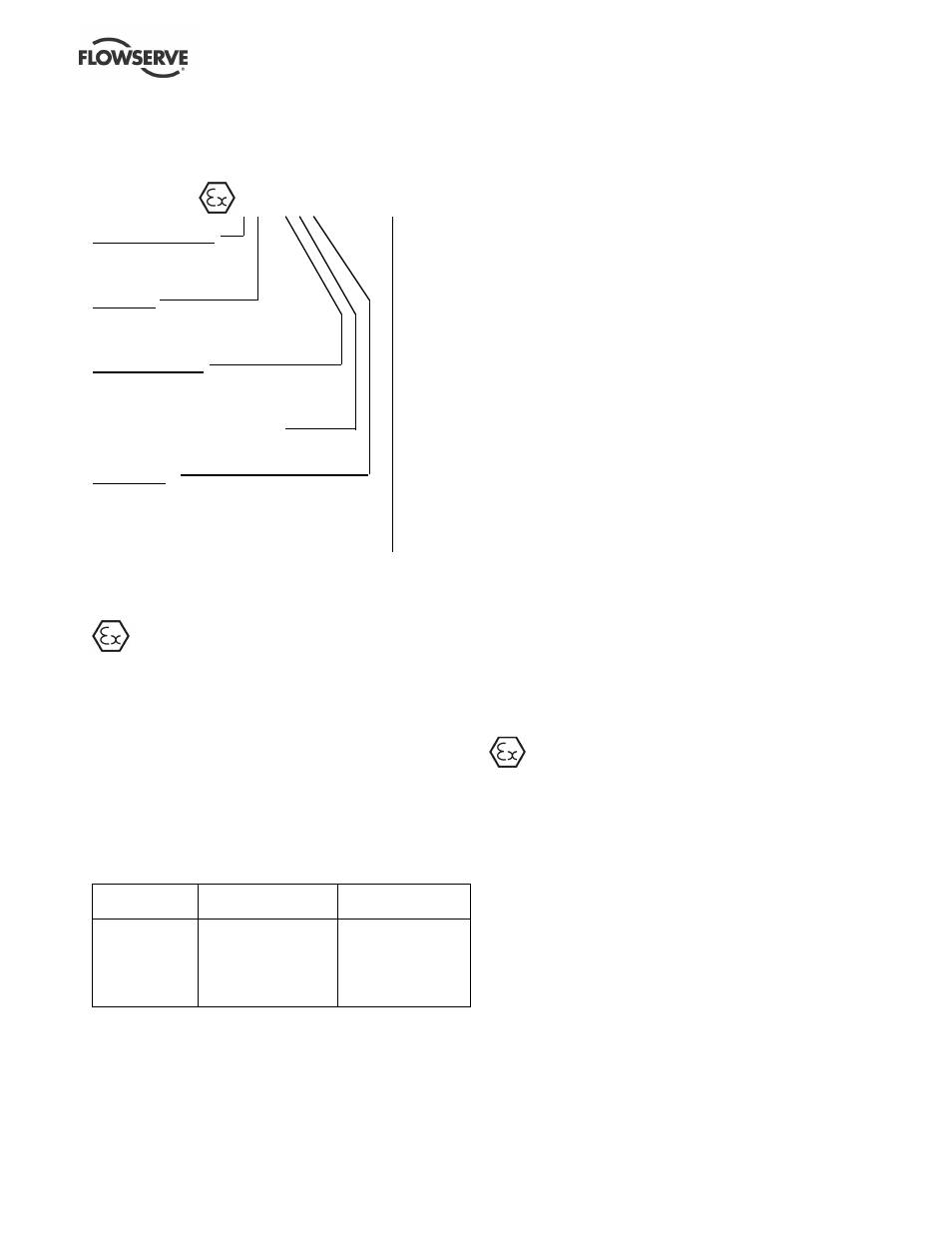
An example of ATEX equipment marking is shown
below. The actual classification of the pump will be
engraved on the nameplate.
II 2 GD c IIC 135 ºC (T4)
Equipment Group
I = Mining
II = Non-mining
Category
2 or M2 = high level protection
3 = normal level of protection
Gas and/or dust
G = Gas
D = Dust
c = Constructional safety
(in accordance with EN13463-5)
Gas Group
IIA – Propane (typical)
IIB – Ethylene (typical)
IIC – Hydrogen (typical)
Maximum surface temperature (Temperature Class)
(see section 1.6.4.3.)
1.6.4.3
Avoiding excessive surface temperature
ENSURE THE EQUIPMENT TEMPERATURE
CLASS IS SUITABLE FOR THE HAZARD ZONE
Pumps have a temperature class as stated in the
ATEX Ex rating on the nameplate. These are based
on a maximum ambient of 40 ºC (104 ºF); refer to
Flowserve for higher ambient temperatures.
The surface temperature on the pump is influenced
by the temperature of the liquid handled. The
maximum permissible liquid temperature depends on
the ATEX temperature class and must not exceed the
values in the table that follows.
Temperature class
to EN13463-1
Maximum surface
temperature permitted
Temperature limit of
liquid handled
T6
T5
T4
T3
T2
T1
85 °C (185 °F)
100 °C (212 °F)
135 °C (275 °F)
200 °C (392 °F)
300 °C (572 °F)
450 °C (842 °F)
65 °C (149 °F) *
80 °C (176 °F) *
115 °C (239 °F) *
180 °C (356 °F) *
275 °C (527 °F) *
400 °C (752 °F) *
* The table only takes the ATEX temperature class into consideration. Pump
design or material, as well as component design or material, may further
limit the maximum working temperature of the liquid.
The temperature rise at the seals and bearings and
due to the minimum permitted flow rate is taken into
account in the temperatures stated.
The operator is responsible to ensure that the
specified maximum liquid temperature is not
exceeded.
Temperature classification “Tx” is used when the
liquid temperature varies and when the pump is
required to be used in differently classified potentially
explosive atmospheres. In this case the user is
responsible for ensuring that the pump surface
temperature does not exceed that permitted in its
actual installed location.
Avoid mechanical, hydraulic or electrical overload by
using motor overload trips, temperature monitors or a
power monitor and make routine vibration monitoring
checks.
In dirty or dusty environments make regular checks
and remove dirt from areas around close clearances,
bearing housings and motors.
Where there is any risk of the pump being run against
a closed valve generating high liquid and casing
external surface temperatures fit an external surface
temperature protection device.
If an explosive atmosphere exists during the
installation, do not attempt to check the direction of
rotation by starting the pump unfilled. Even a short
run time may give a high temperature resulting from
contact between rotating and stationary components.
1.6.4.4
Preventing the build up of explosive
mixtures
ENSURE THE PUMP IS PROPERLY FILLED
AND VENTED AND DOES NOT RUN DRY
Ensure the pump and relevant suction and discharge
pipeline system is totally filled with liquid at all times
during the pump operation, so that an explosive
atmosphere is prevented. In addition it is essential to
make sure that seal chambers, auxiliary shaft seal
systems and any heating and cooling systems are
properly filled.
If the operation of the system cannot avoid this
condition, fit an appropriate dry run protection device
is (for example liquid detection or a power monitor).
To avoid potential hazards from fugitive emissions of
vapour or gas to atmosphere the surrounding area
must be well ventilated.