55 amp mechanized shielded consumables, 55 amp mechanized shielded consumables -3 – Hypertherm HRT2 User Manual
Page 33
OPERATION
Duramax Retrofit Torch
Operator Manual
3-3
* Piercing material in this range is not recommended, it will shorten consumable life. Starting cuts at the edge of the
metal is recommended.
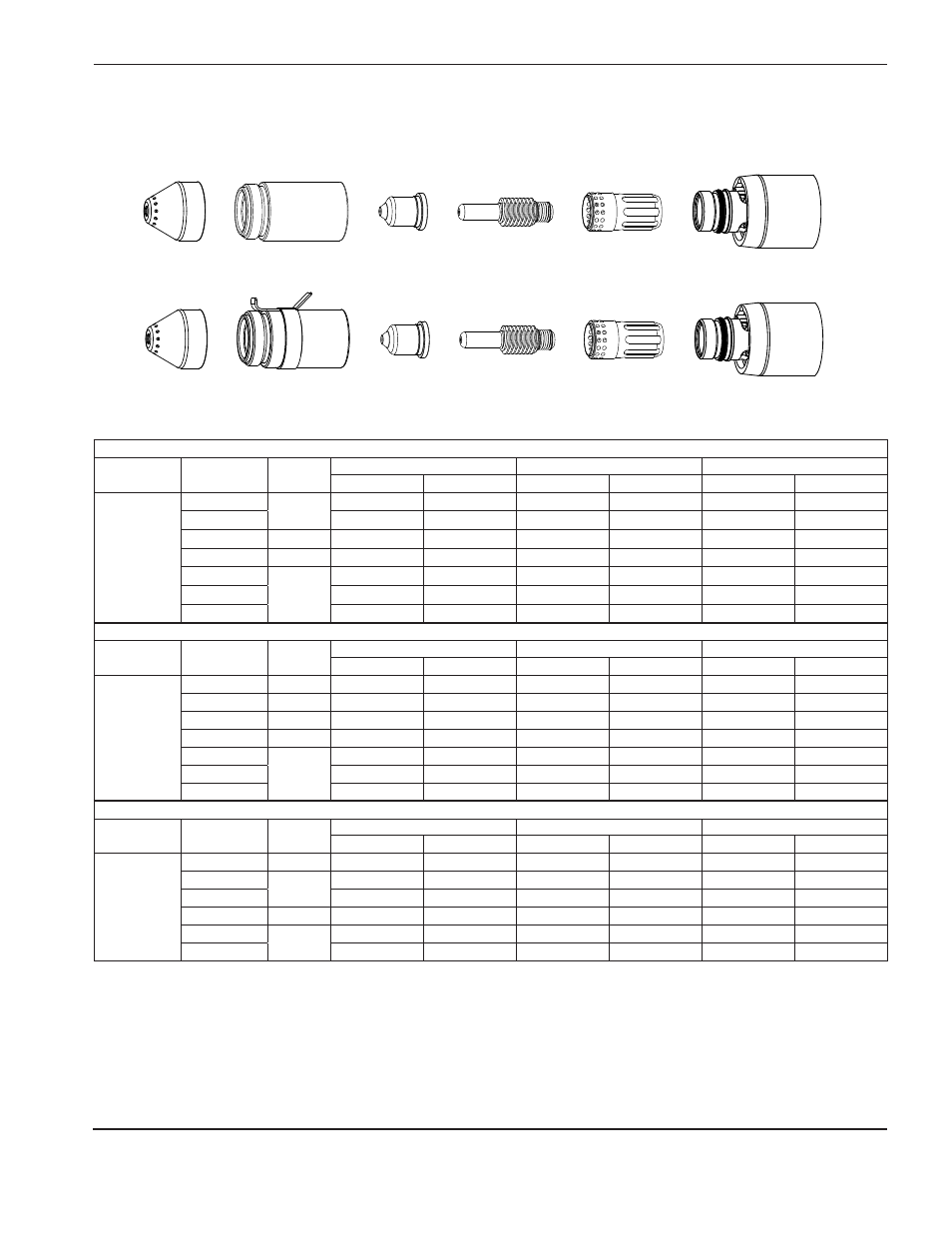
220817
Shield
220854
Retaining cap
220941
Nozzle
220857
Swirl ring
220842
Electrode
45
A
220817
Shield
220941
Nozzle
220857
Swirl ring
220842
Electrode
220953
Ohmic-sensing
retaining cap
45
A
55 amp mechanized shielded consumables
• Torch-to-work dis tance for the following cut chart is 1.5 mm (1/16 inch) for all cuts.
Mild Steel
Arc Current Arc Voltage Motion
Delay
Material Thickness
Maximum Travel Speeds
Optimum Travel Speeds
Inches
mm
IPM
mm/min
IPM
mm/min
55
134
0
16 Ga
1.5
627
15926
502
12751
127
10 Ga
3.4
264
6706
211
5359
134
0.25
1/4”
6.4
118
2997
78
1981
138
0.75
3/8”
9.5
61
1549
39
991
144
*
1/2”
12.7
41
1041
26
660
146
5/8”
15.9
28
711
18
457
149
3/4”
19.0
19
483
12
305
Stainless
Arc Current Arc Voltage Motion
Delay
Material Thickness
Maximum Travel Speeds
Optimum Travel Speeds
Inches
mm
IPM
mm/min
IPM
mm/min
55
134
0
16 Ga
4.8
625
15875
406
10312
136
0.25
10 Ga
3.4
244
6198
159
4039
139
0.50
1/4”
6.4
98
2489
64
1626
145
0.75
3/8”
9.5
51
1295
32
813
146
*
1/2”
12.7
34
864
22
559
149
5/8”
15.9
23
584
15
381
154
3/4”
19.0
15
381
10
254
Aluminum
Arc Current Arc Voltage Motion
Delay
Material Thickness
Maximum Travel Speeds
Optimum Travel Speeds
Inches
mm
IPM
mm/min
IPM
mm/min
55
135
0
1/16”
1.6
666
16916
433
10998
138
0.25
1/8”
3.2
400
10160
260
6604
141
1/4”
6.4
129
3277
83
2108
146
0.75
3/8”
9.5
71
1803
46
1168
149
*
1/2”
12.7
50
1270
29
737
153
5/8”
15.9
29
737
18
457