Kuvat 24 - 31 – Kemppi DC 3500W User Manual
Page 14
14 / 1916110E / 9901
English
15 s
2
2
AC
FREQUENCY
50 - 200 Hz
MINILOG
OFF
-80%
+20%
kuvat 24 - 31
CODE LOCK
BALANCE
2.4
3.2
4.0
AC
By pressing the torch switch during the down-slope time
of the current, the current will remain at that level as
long as the switch is pressed down. After the release
of the switch, the current will drop further.
By pressing the switch down for a moment, you can
raise the welding current back to the welding level.
Adjustment of the down-slope time of the
welding current
The adjustment of the down-slope time is done from
the potentiometer. The time can be adjusted between
0 - 15 s. When you adjust the down-slope time, you
can see the time in seconds in the right-hand numeri-
cal display. After 5 seconds, the display will return to
the start status.
Adjustment of the up-slope time of the weld-
ing current
1. Press the key next to the up-slope of the current
pattern. The right-hand numerical display will show
the up-slope time in seconds.
2. Select the desired value by turning the current knob
(0 - 5 s). 5 seconds after the adjustment, the dis-
plays will return to show the set value of the cur-
rent.
Adjustment of the pre-gas and post-gas times
1. Press the switch in the panel next to the gas bottle
of the current model of either the pre-gas or the
post-gas.
2. Turn the current knob until the value that you want
is shown in the right-hand display. (Pre-gas 0 - 5 s,
post-gas 0 - 100 s)
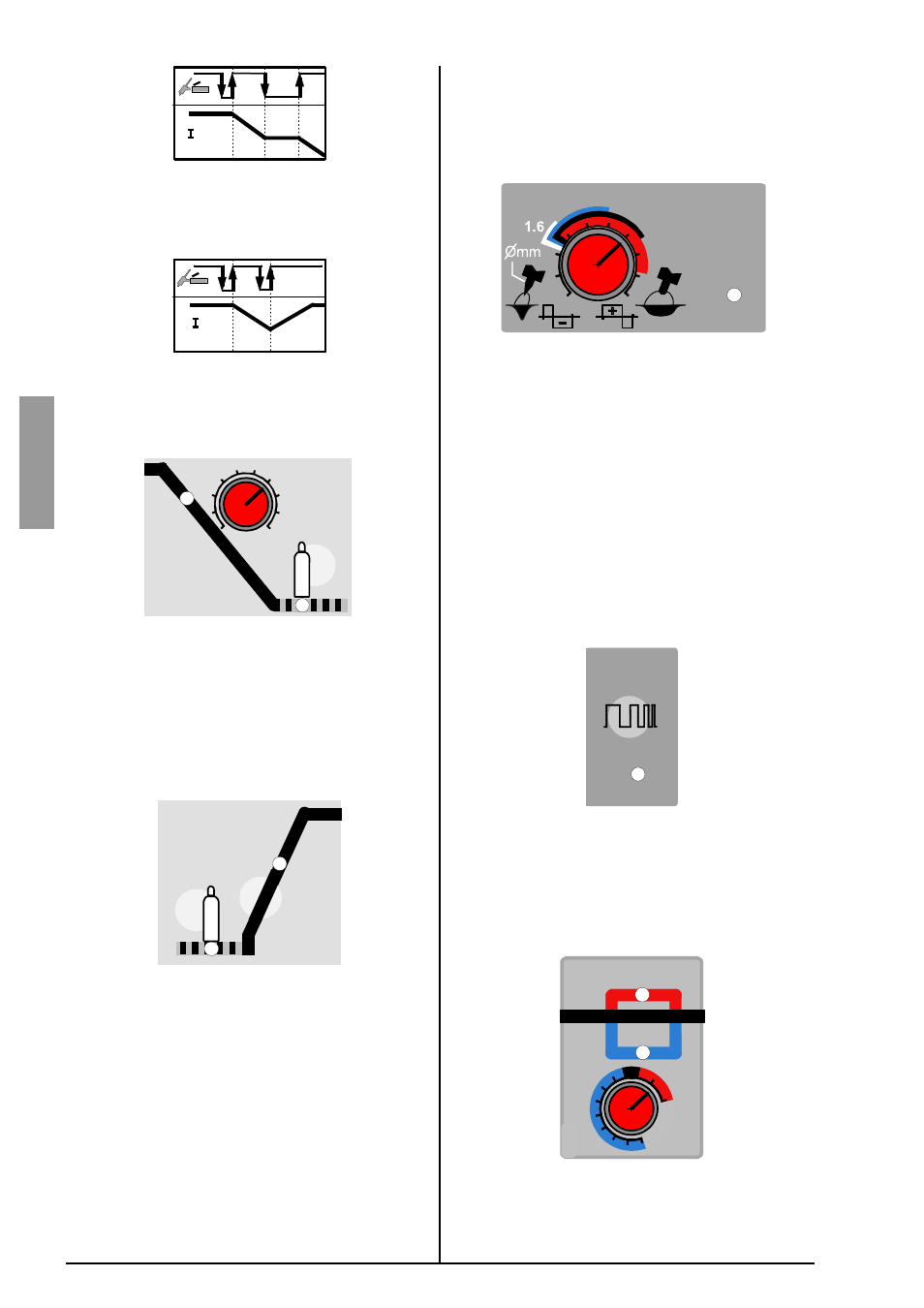
Adjustment of the form of the arc, BALANCE
The BALANCE function will adjust the balance so that
it is suitable for the selected electrode and current. At
the same time, it adjusts the pre-heating of the tip of
the electrode at the start in accordance with the tip
form selected.
1a. When welding with a sharpened electrode, turn the
control knob to the left edge of the range of the
electrode that you have selected. (Narrow arc, deep
penetration, range: small seams)
1b. When welding with a rounded electrode, turn the
control knob to the right edge of the range of the
electrode that you have selected.
2. If you want more heat to the electrode, turn the knob
to the right, or if you want less heat, turn it to the left.
Frequency adjustment of TIG AC welding (only
with minilog and pulse panel)
The frequency of AC welding can be adjusted by means
of the MINILOG and PULSE PANEL. Raising the fre-
quency will make the arc slightly more stable and nar-
row, but it will increase the noise caused by arc.
1. Press the FREQUENCY key in the AC square.
2. Adjust the frequency with the current knob. The
adjustment range of the frequency is 50 ... 200 Hz.
When leaving the factory, the frequency of the
machine is 60 Hz.
Minilog operation (only with minilog and pulse
panel)
With the Minilog operation you can select two curren-
cy levels, the welding current and the base current,
and you can move from one to the other by quickly
pressing the torch. The Minilog operation can be used
only with a 4-function torch switch operation.