5 sl cy cles, Example: cylinder surface with cycle 28 – HEIDENHAIN TNC 320 (340 551-02) User Manual
Page 287
HEIDENHAIN TNC 320
287
8.5 SL Cy
cles
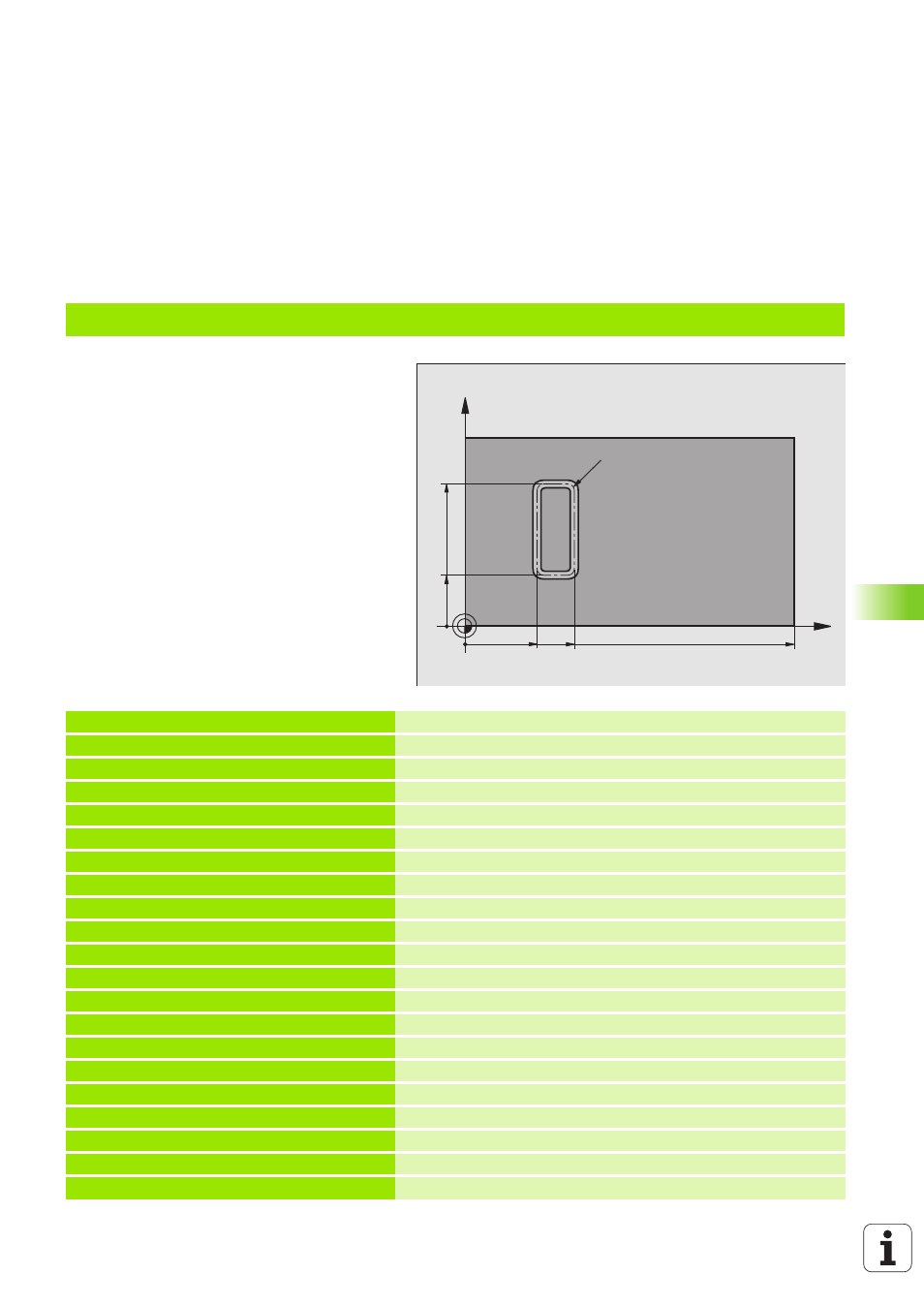
Example: Cylinder surface with Cycle 28
Note:
Cylinder centered on rotary table
Datum at center of rotary table
0 BEGIN PGM C27 MM
1 TOOL DEF 1 L+0 R+3.5
Define the tool
2 TOOL CALL 1 Y S2000
Call tool, tool axis is Y
3 L X+250 R0 FMAX
Retract the tool
4 L X+0 R0 FMAX
Position tool on rotary table center
5 CYCL DEF 14.0 CONTOUR GEOMETRY
Define contour subprogram
6 CYCL DEF 14.1 CONTOUR LABEL 1
7 CYCL DEF 28 CYLINDER SURFACE
Define machining parameters
Q1=-7
;MILLING DEPTH
Q3=+0
;ALLOWANCE FOR SIDE
Q6=2
;SET-UP CLEARANCE
Q10=-4
;PLUNGING DEPTH
Q11=100
;FEED RATE FOR PLUNGING
Q12=250
;FEED RATE FOR MILLNG
Q16=25
;RADIUS
Q17=1
;TYPE OF DIMENSION
Q20=10
;SLOT WIDTH
Q21=0.02 ;TOLERANCE
Remachining active
8 L C+0 R0 FMAX M3
Pre-position rotary table
9 CYCL CALL
Call the cycle
10 L Y+250 R0 FMAX M2
Retract in the tool axis, end program
X
Y
157
60
30
20
R7,5
50