HEIDENHAIN TNC 335 Technical Manual User Manual
Page 152
8/95
TNC 360
3 Servo Positioning of the NC Axes
4-55
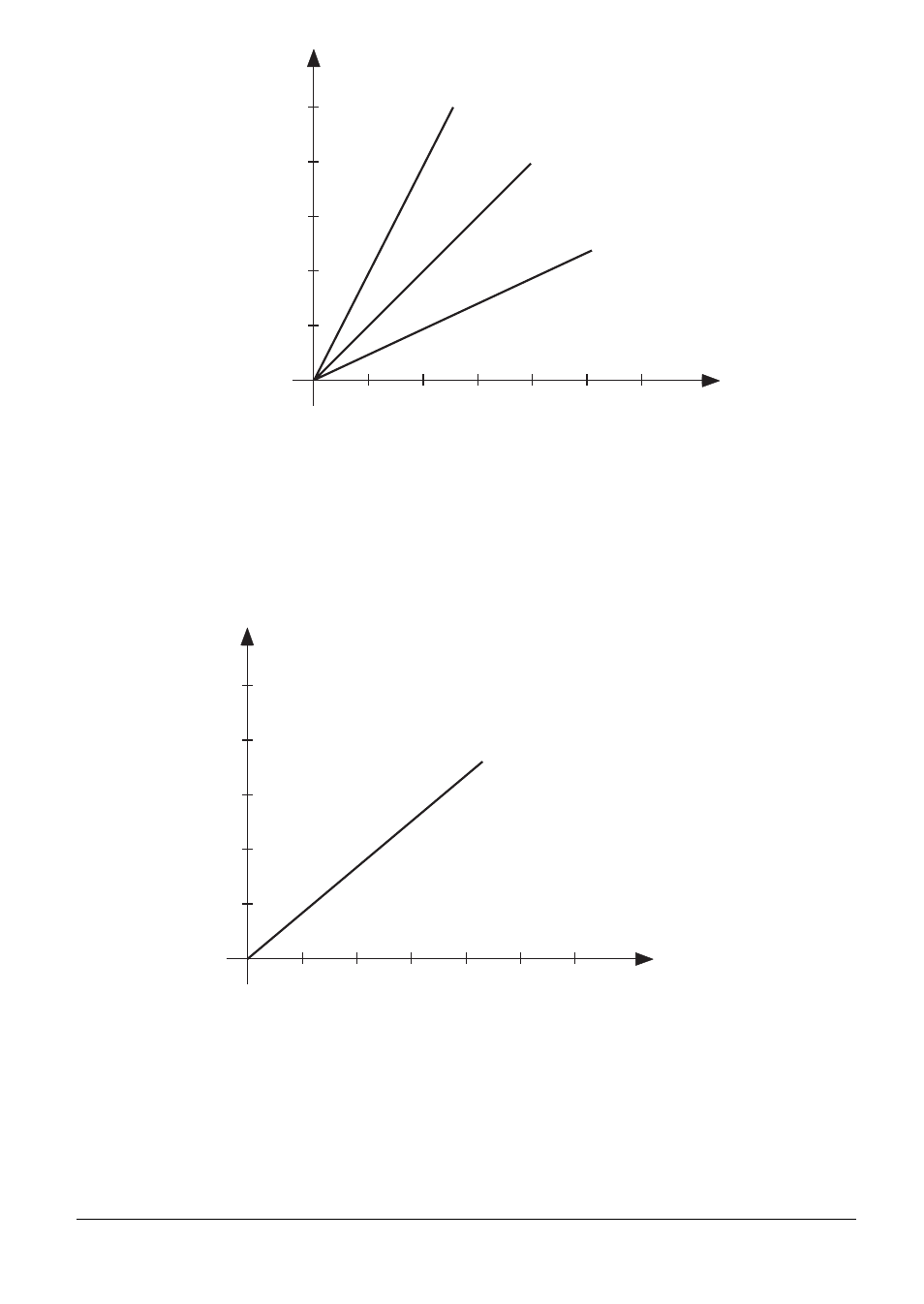
Rapid traverse
[m/min]
s
a
[mm]
2
4
6
8
10
2
4
6
8
10
kv
= 2
kv
= 1
kv
= 0.5
12
The rapid traverse value stored in machine parameter MP1010 can be reduced by the PLC.
The rapid traverse (maximum traversing speed) must be adjusted by the desired analog voltage (e.g.
9 V) on the servo amplifier (see section "Commissioning and start-up procedure"). For each axis-
specific rapid traverse there is an analog voltage which is stored in the machine parameter MP1050.
The resulting lag error s
a
thus depends on the analog voltage.
U[V]
s
a
[mm]
2
4
6
8
10
2
4
6
8
10
kv
= 1, Rapid traverse 10 m/min
12
A special feed rate for manual operation (Manual feed) is stored in machine parameter MP1020. In
general, it is significantly lower than the rapid traverse. Unlike the rapid traverse, this has no effect
on the servo behavior.