Oriented spindle stop (g36) -54 – HEIDENHAIN TNC 407 (280 580) ISO Programming User Manual
Page 274
8-54
8
Cycles
TNC 426/TNC 425/TNC 415 B/TNC 407
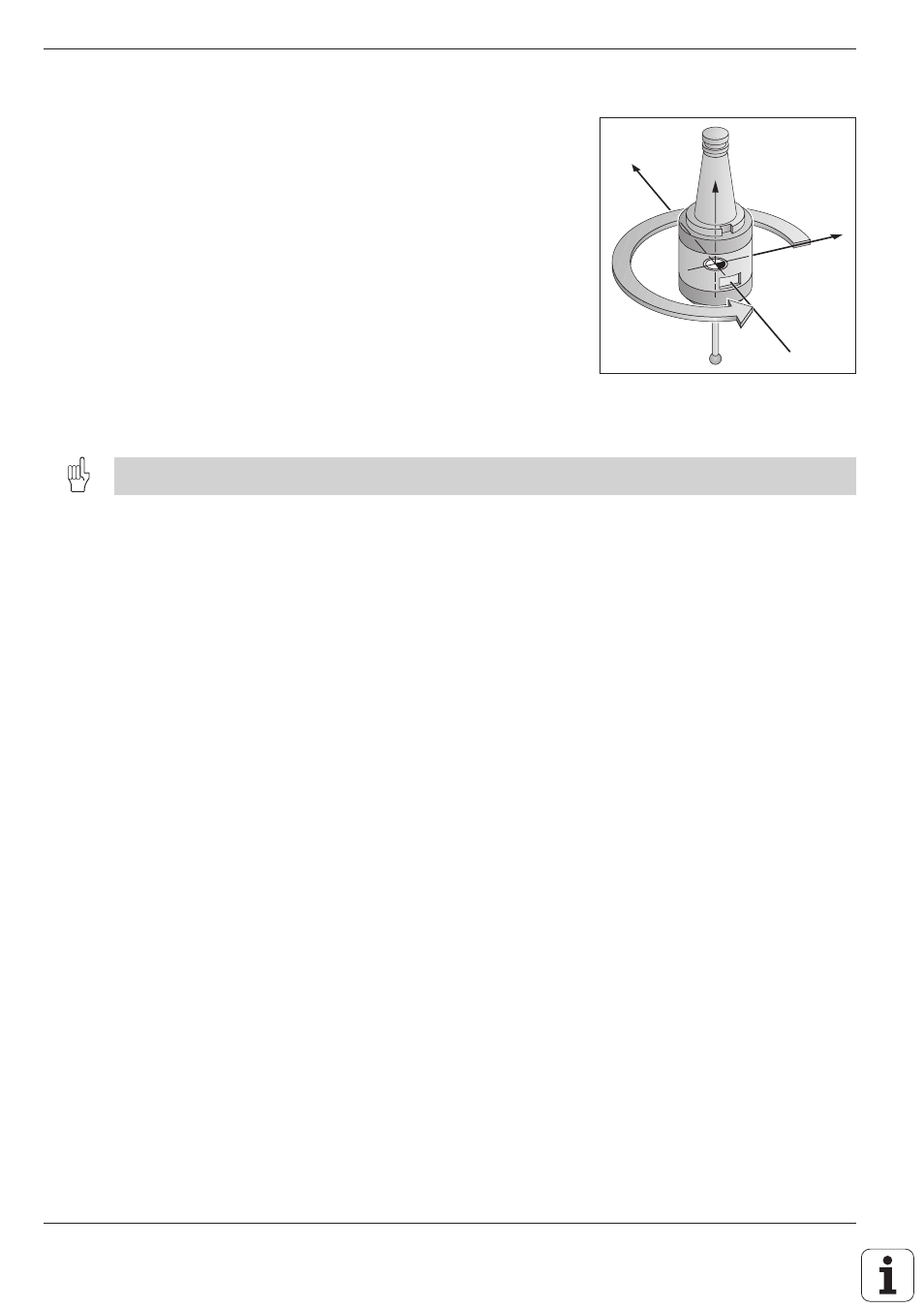
Fig. 8.53:
Oriented spindle stop
OO
ORIENTED SPINDLE STOP (G36)
Application
The control can address the machine tool spindle as a 6th axis and rotate
it to a given angular position. Oriented spindle stops are required for
• Tool changing systems with a defined tool change position
• Orientation of the transmitter/receiver window of the HEIDENHAIN
TS 511 3D touch probe system
Activation
The angle of orientation defined in the cycle is positioned to by entering
M19. If M19 is executed without a cycle definition, the machine tool
spindle will be oriented to an angle which has been set in the machine
parameters.
Apart from Cycle G36, oriented spindle stops can also be programmed in the machine parameters.
Prerequisite
The machine must first be set up for this cycle.
Input data
Angle of orientation
S (according to the reference axis of the machining
plane).
Input range:
0 to 360°
Input resolution:
0.1°