8 milling cy cles – HEIDENHAIN MANUALplus 4110 User Manual
Page 213
HEIDENHAIN MANUALplus 4110
213
4.8 Milling Cy
cles
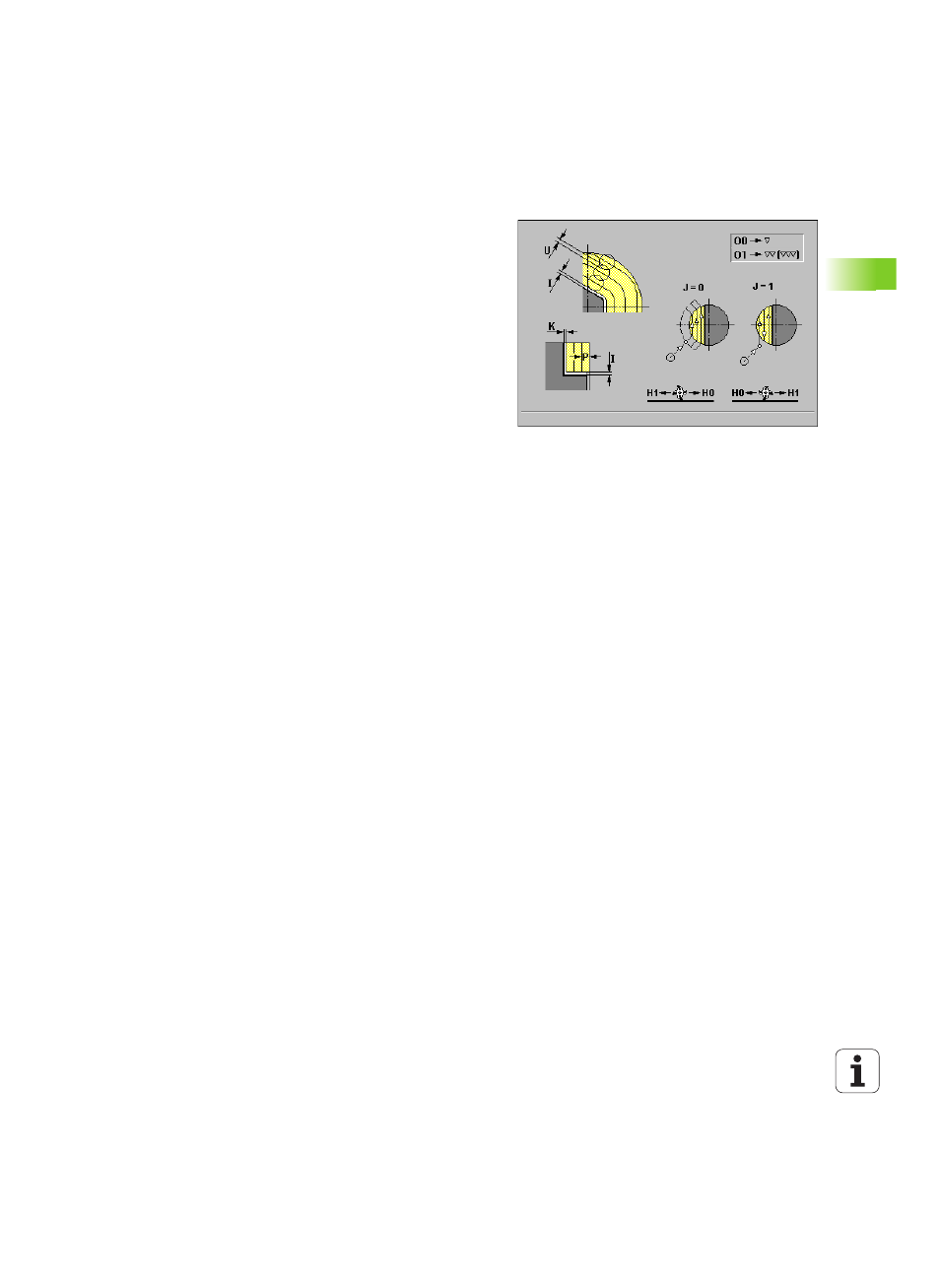
Cycle parameters (second input window)
P infeed depth
—default: Total depth in one infeed
U overlap factor
No input: Contour milling
U>0: Pocket milling—(minimum) overlap of milling paths =
U*milling diameter
I contour-parallel oversize
K oversize in infeed direction
FZ infeed rate
—default: Active feed rate
E reduced feed rate
for circular elements—default: Active feed rate
H cutting direction
—default: 0
H=0: Up-cut milling
H=1: Climb milling
J milling direction:
For surfaces or polygons (with "RE = 0"), "J"
defines whether a unidirectional or bidirectional milling operation is
to be executed.
J=0: Unidirectional
J=1: Bidirectional
O roughing/finishing:
Milling sequence (only for pocket milling)—
default: 0
O=0: Roughing
O=1: Finishing