Undercut type u g856, 16 under c ut cy cles – HEIDENHAIN MANUALplus 4110 User Manual
Page 350
350
6 DIN Programming
6.16 Under
c
ut Cy
cles
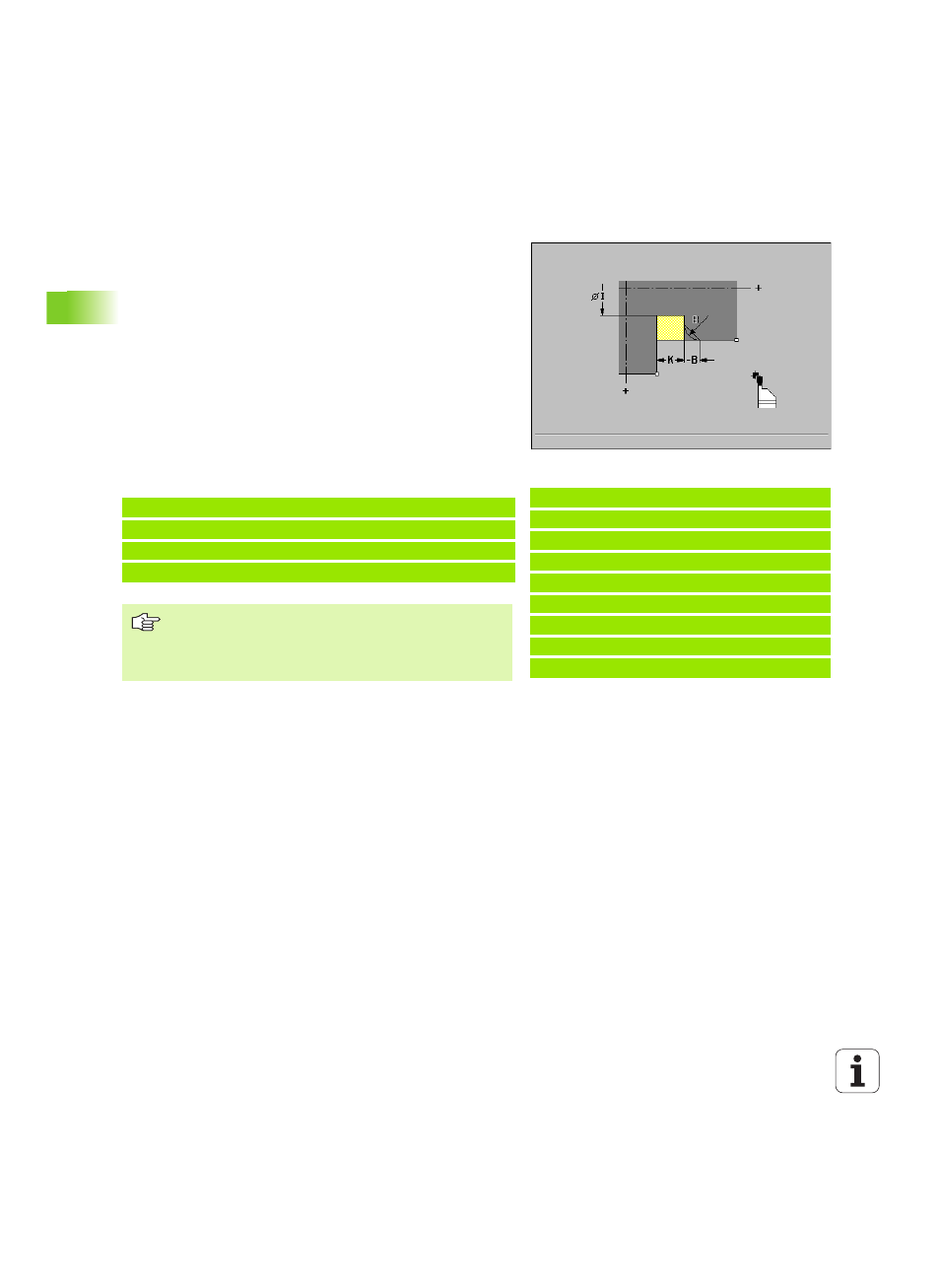
Undercut type U G856
Cycle G856 machines an undercut and finishes the adjoining plane
surface. A chamfer or rounding (optional) can be machined.
Parameters
I undercut diameter
(diameter value)
K undercut length
B chamfer/rounding
B>0: Radius of rounding
B<0: Width of chamfer
Note on the execution of the cycle:
At the end of cycle, the tool returns to the starting point.
If the cutting width of the tool is not defined, the control assumes
that the tool's cutting width equals "K."
Blocks following the cycle call
Example: G856
%856.nc
[G856]
N1 T30 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G856 I47 K7 B1
N4 G0 X50 Z-30
N5 G1 X60
N6 G80
END
N.. G856 I.. K.. /Cycle call
N.. G0 X.. Z.. /Undercut corner
N.. G1 X.. /End point of plane surface
N.. G80 /End of contour definition
Undercuts can only be executed in orthogonal, paraxial
contour corners along the longitudinal axis.
Cutting radius compensation: Active.
Oversizes: are not taken into account.