14 recess-t u rn ing cy cles – HEIDENHAIN MANUALplus 4110 User Manual
Page 332
332
6 DIN Programming
6.14 Recess-T
u
rn
ing Cy
cles
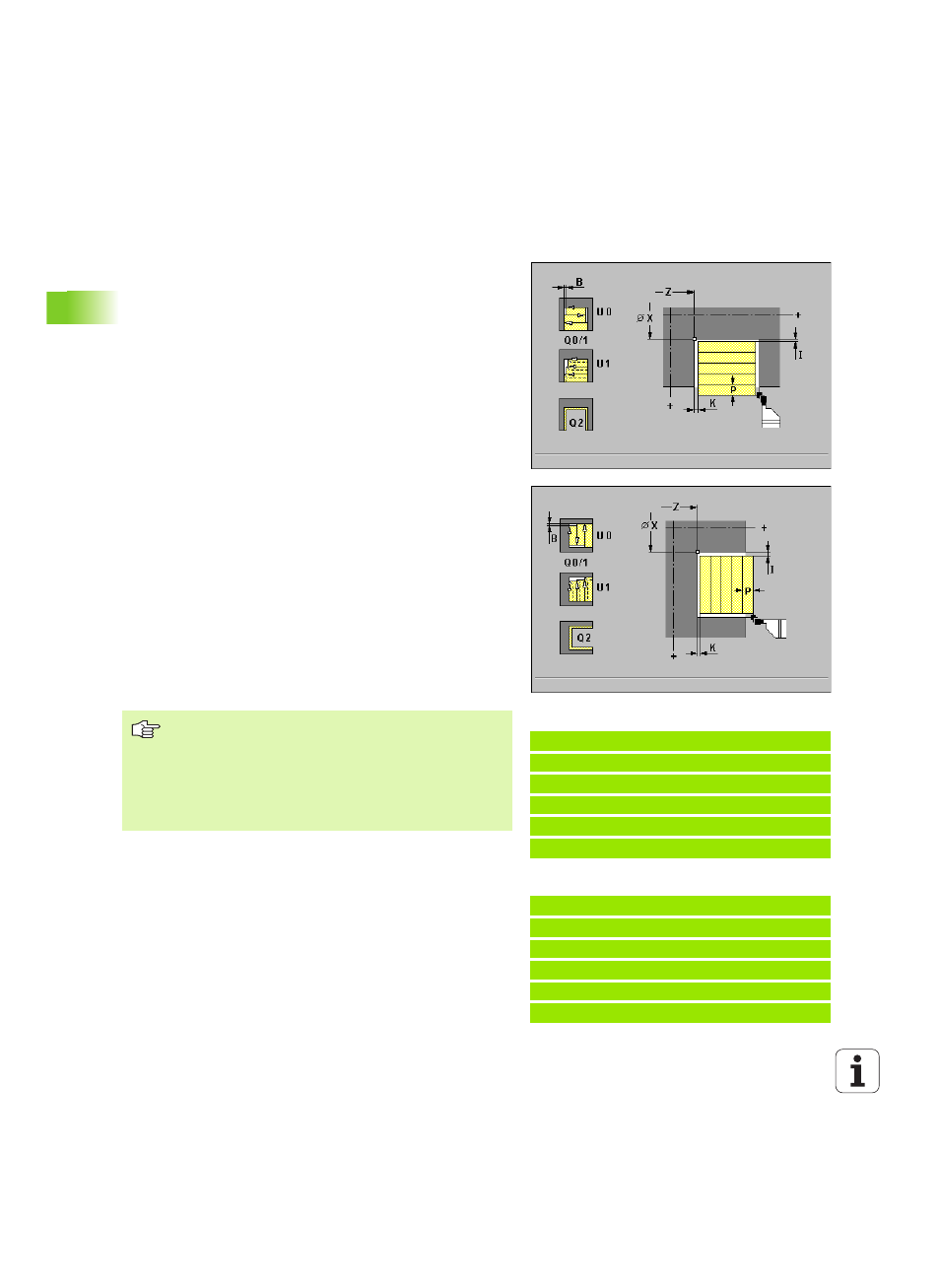
Simple recess-turning cycle, longitudinal G811 /
transverse G821
The cycles machine the rectangle described by the tool position and
"X, Z."
Parameters
X base corner X
(diameter value)
Z base corner Z
P maximum infeed:
The proportioning of cuts is calculated so that an
"abrasive cut" is avoided and the infeed distance is <= P.
I oversize X
(default: 0)
K oversize Z
(default: 0)
Q roughing/finishing
(default: 0)
Q=0: The recess is first rough-machined with consideration of the
oversizes and then finish-machined at finishing feed E.
Q=1: Only roughing
Q=2: Finishing only—"I, K" defines the material to be machined.
U unidirectional turning
(default: 0):
U=0: bidirectional
U=1: Unidirectional
– G811: In direction of spindle
– G821: In direction of "base corner X"
B offset width
(default: 0)
O recessing feed rate
(default: Active feed rate)
E finishing feed
(default: Active feed rate)
Note on the execution of the cycle:
Tool position at the end of the cycle: Cycle starting point
Example: G811
%811.nc
[G811]
N1 T38 G95 F0.4 G96 S140 M3
N2 G0 X122 Z-30
N3 G811 X80 Z-60 P2 Q1 B0.1 O0.2
END
Example: G821
%821.nc
[G821]
N1 T30 G95 F0.4 G96 S140 M3
N2 G0 X100 Z5
N3 G821 X60 Z-15 P2 Q1 B0.1 O0.25
END
It is absolutely necessary to define the oversizes I, K for
recess turning—finishing (Q=2), since they define the
material to be machined during the finishing cycle.
Cutting radius compensation: Active.
G57/G58 oversizes are taken into account if I/K is not
programmed. After the cycle has been executed, the
oversizes are canceled.