3 dr illing cy cles – HEIDENHAIN TNC 410 User Manual
Page 144
131
HEIDENHAIN TNC 410
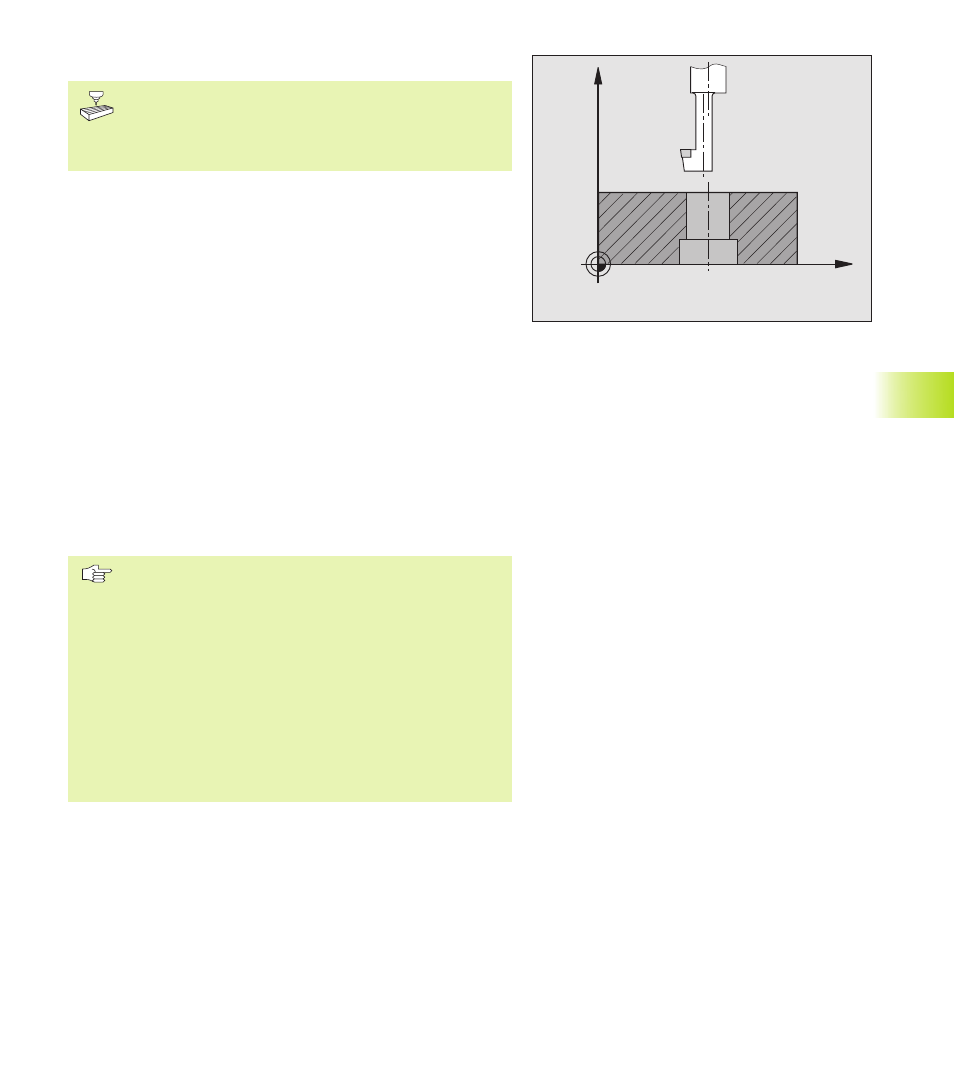
X
Z
BACK BORING (Cycle 204)
Machine and control must be specially prepared by the
machine tool builder to enable back boring.
Special boring bars for upward cutting are required for
this cycle.
This cycle allows holes to be bored from the underside of the
workpiece.
1 The TNC positions the tool in the tool axis at rapid traverse FMAX
to set-up clearance above the workpiece surface.
2 The TNC orients the spindle with M19 to the 0° position
and moves the tool by its off-center distance.
3 The tool is then plunged into the already bored hole at the feed
rate for pre-positioning until the tooth has reached set-up
clearance on the underside of the workpiece.
4 The TNC then centers the tool again over the bore hole, switches
on the spindle and the coolant and moves at the feed rate for
boring to the depth of bore.
5 If a dwell time is entered, the tool will pause at the top of the
bore hole and will then be retracted from the hole again. The TNC
carries out another oriented spindle stop and the tool is once
again displaced by the off-center distance.
6 The TNC moves the tool at the pre-positioning feed rate to the
set-up clearance and then, if entered, to the 2nd set-up clearance
with FMAX.
Before programming, note the following:
Program a positioning block for the starting point (hole
center) in the working plane with RADIUS
COMPENSATION R0.
The algebraic sign for the cycle parameter depth
determines the working direction. Note: A positive sign
bores in the direction of the positive spindle axis.
The entered tool length is the total length to the
underside of the boring bar and not just to the tooth.
When calculating the starting point for the boring, the
TNC takes into consideration the tooth length of the
boring bar and the thickness of the material.
8.3 Dr
illing Cy
cles