4 miscellaneous functions for path behavior, Machining small contour steps: m97, Miscellaneous functions for path behavior – HEIDENHAIN TNC 620 (81760x-02) ISO programming User Manual
Page 355: Miscellaneous functions for path behavior 10.4
Miscellaneous functions for path behavior
10.4
10
TNC 620 | User's ManualDIN/ISO Programming | 2/2015
355
10.4
Miscellaneous functions for path
behavior
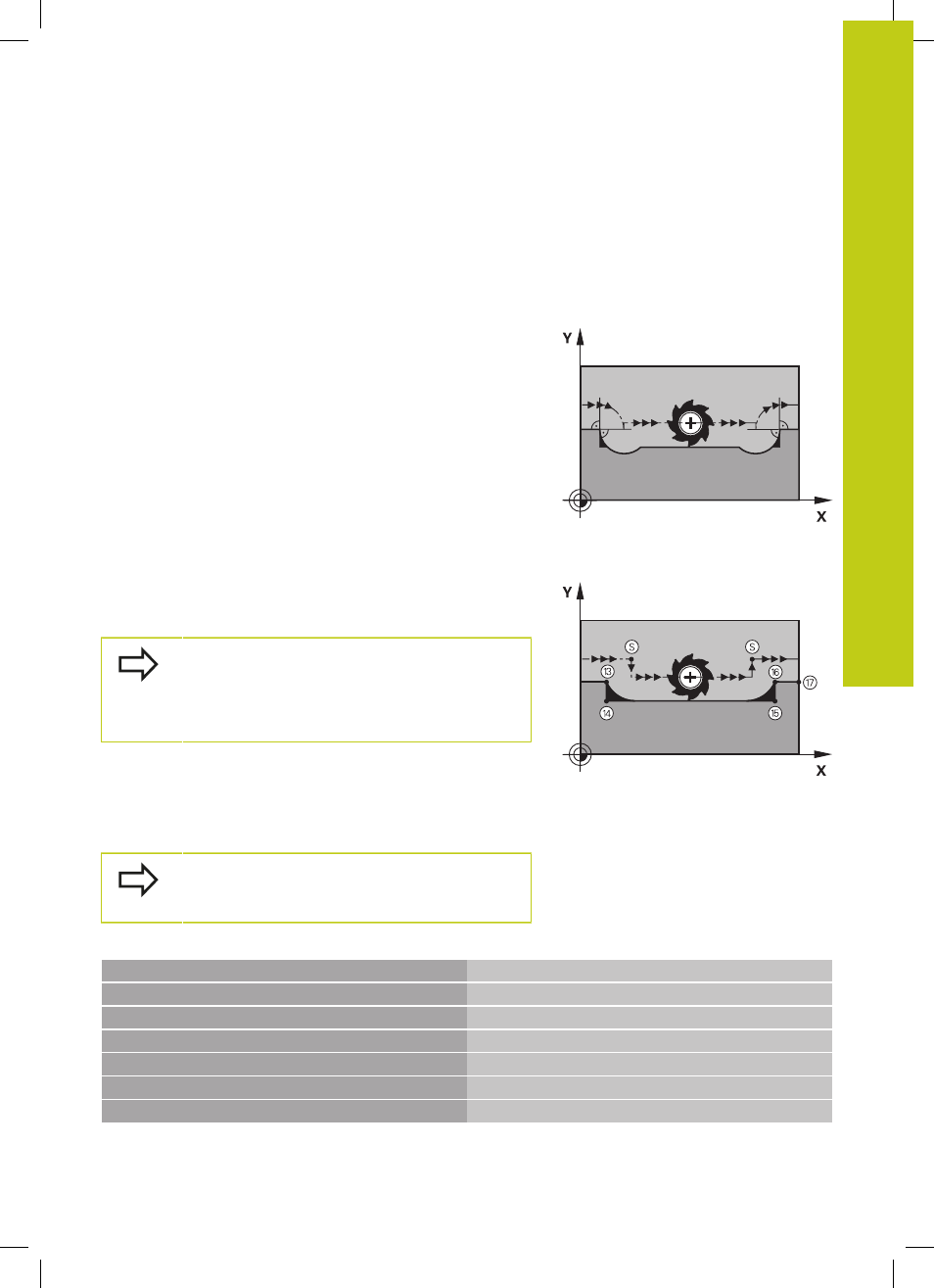
Machining small contour steps: M97
Standard behavior
The TNC inserts a transition arc at outside corners. If the contour
steps are very small, however, the tool would damage the contour
In such cases the TNC interrupts program run and generates the
error message "Tool radius too large."
Behavior with M97
The TNC calculates the intersection of the contour elements—as at
inside corners—and moves the tool over this point.
Program M97 in the same block as the outside corner.
Instead of
M97 you should use the much more
powerful function
M120 LA, see "Calculating the
radius-compensated path in advance (LOOK AHEAD):
M120 (Miscellaneous Functions software option)",
Effect
M97 is effective only in the blocks in which it is programmed.
A corner machined with M97 will not be completely
finished. You may wish to rework the contour with a
smaller tool.
Example NC blocks
N50 G99 G01 ... R+20 *
Large tool radius
...
N130 X ... Y ... F ... M97 *
Move to contour point 13
N140 G91 Y-0.5 ... F ... *
Machine small contour step 13 to 14
N150 X+100 ... *
Move to contour point 15
N160 Y+0.5 ... F ... M97 *
Machine small contour step 15 to 16
N170 G90 X ... Y ... *
Move to contour point 17