Application – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 322
Cycles: Turning
12.2 ADAPT ROTARY COORDINATE SYSTEM
(Cycle 800, DIN/ISO: G800)
12
322
TNC 640 | User's Manual Cycle Programming | 1/2015
12.2
ADAPT ROTARY COORDINATE
SYSTEM
(Cycle 800, DIN/ISO: G800)
Application
This function must be adapted to the TNC by your
machine manufacturer. Refer to your machine
manual.
You need to position the tool appropriately with respect to the
turning spindle, in order to be able to perform a turning operation.
You can use Cycle
800 ADAPT ROTARY COORDINATE SYSTEM for
this.
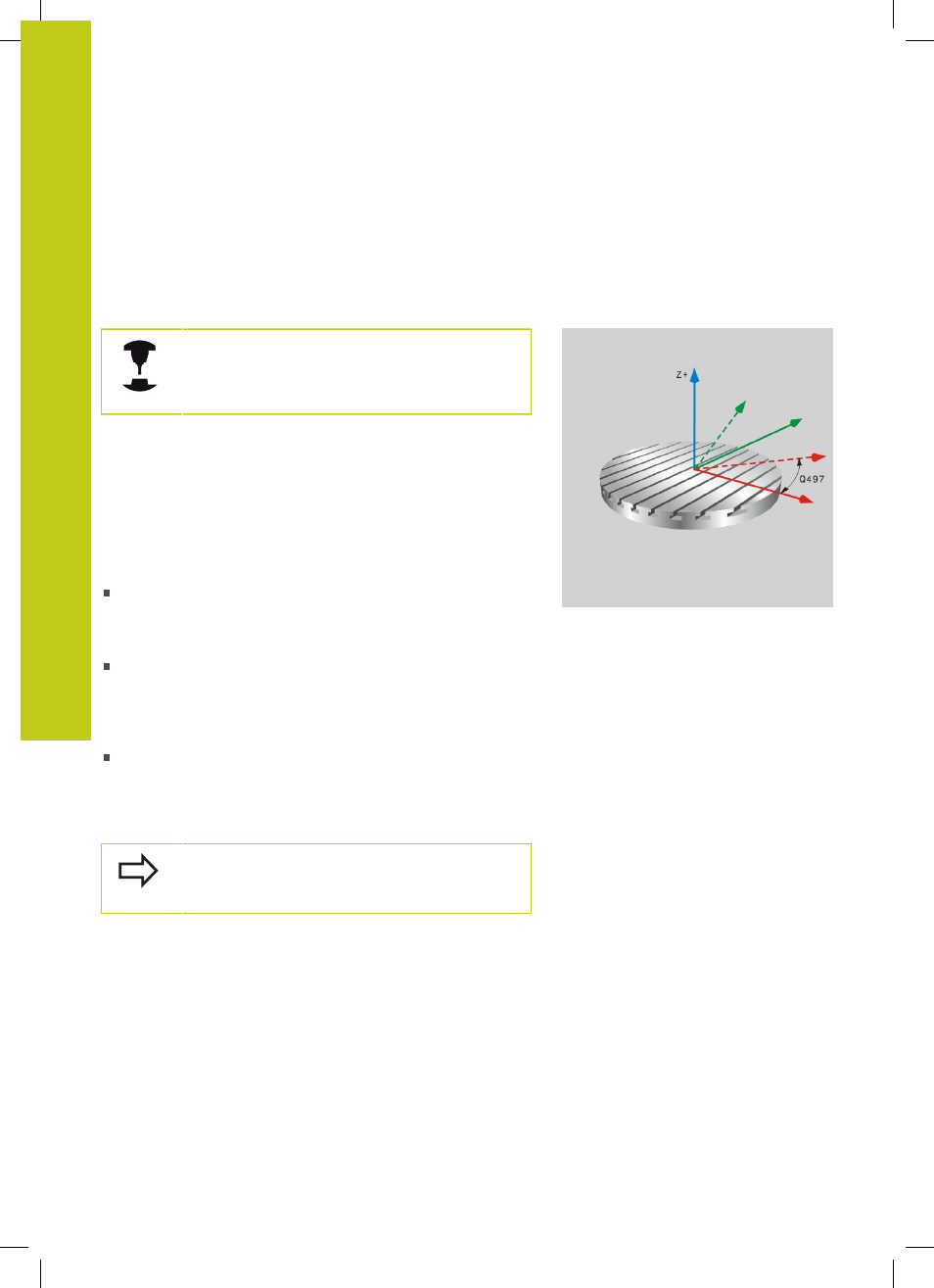
The angle of incidence between the tool and the turning spindle is
important for turning operations, for example, in order to machine
contours with undercuts. Cycle 800 provides various possibilities
for aligning the coordinate system for an inclined machining
operation:
If you have already positioned the tilting axis for an inclined
machining operation, you can use Cycle 800 to align the
coordinate system relative to the position of the tilting axes
(
Q530=0).
Cycle 800 uses the angle of incidence Q531 to calculate the
required tilting axis angle. Depending on the strategy selected in
parameter
INCLINED MACHINING Q530, the TNC positions the
tilting axis with (
Q530=1) or without compensating movement
(
Q530=2).
Cycle 800 uses the angle of incidence
Q531 to calculate the
required tilting axis angle, but does not perform any movements
for positioning the tilting axis (
Q530=3). You need to position the
tilting axis to the calculated values Q120 (A axis), Q121 (B axis)
and Q122 (C axis) after the cycle.
If you change the position of a tilting axis, you
need to run Cycle 800 again to align the coordinate
system.