Cycle parameters – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 96
Fixed Cycles: Drilling
3.9
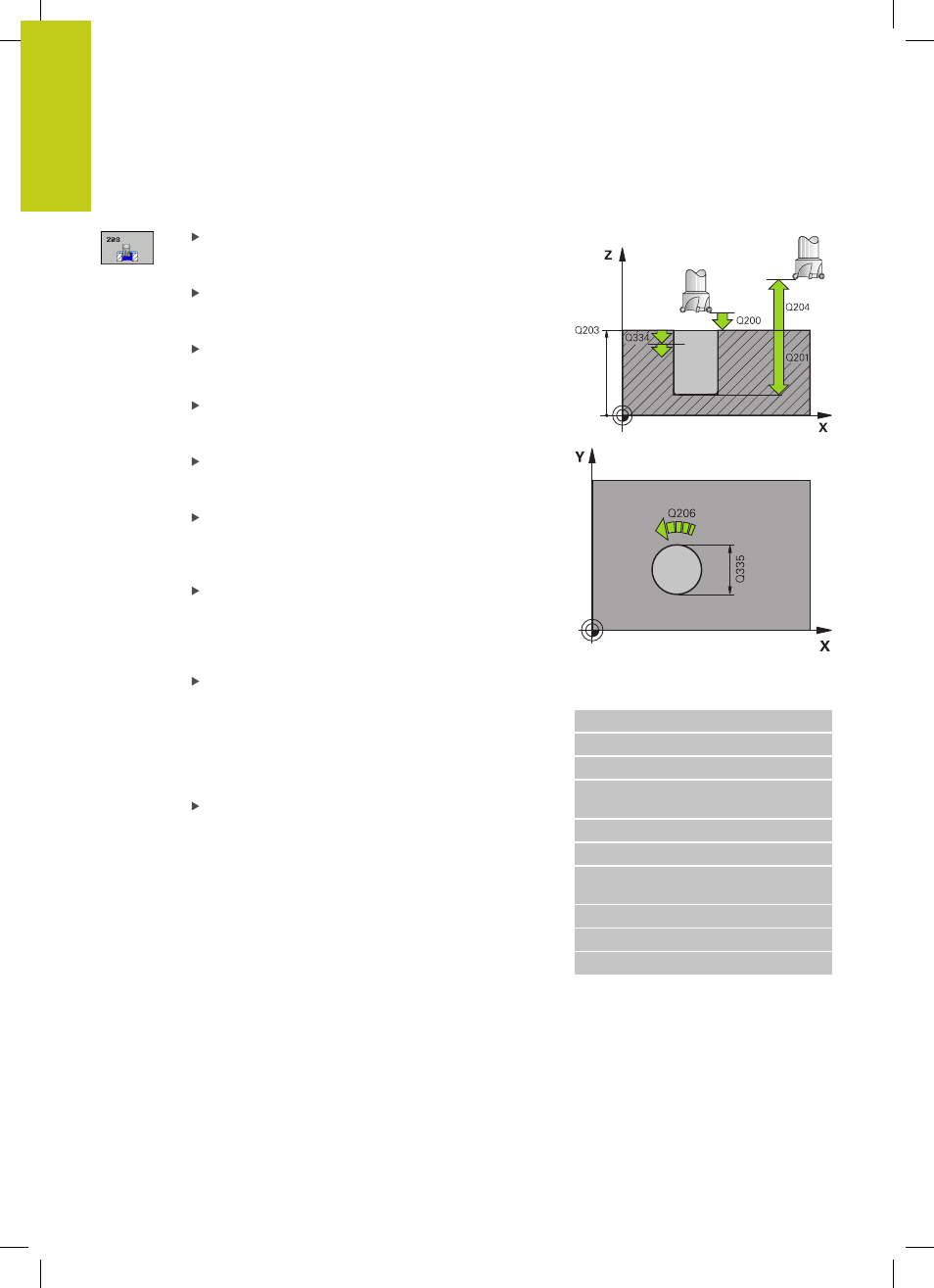
BORE MILLING (Cycle 208)
3
96
TNC 640 | User's Manual Cycle Programming | 1/2015
Cycle parameters
Set-up clearance Q200 (incremental): Distance
between tool lower edge and workpiece surface.
Input range 0 to 99999.9999
Depth Q201 (incremental): Distance between
workpiece surface and bottom of hole. Input range
-99999.9999 to 99999.9999
Feed rate for plunging Q206: Traversing speed
of the tool in mm/min during helical drilling. Input
range 0 to 99999.999, alternatively
FAUTO, FU, FZ
Infeed per helix Q334 (incremental): Depth of the
tool plunge with each helix (=360°). Input range 0 to
99999.9999
Coordinate of workpiece surface Q203 (absolute):
Coordinate of the workpiece surface. Input range
-99999.9999 to 99999.9999
2nd set-up clearance Q204 (incremental):
Coordinate in the spindle axis at which no collision
between tool and workpiece (fixtures) can occur.
Input range 0 to 99999.9999
Nominal diameter Q335 (absolute value): Bore-hole
diameter. If you have entered the nominal diameter
to be the same as the tool diameter, the TNC will
bore directly to the entered depth without any
helical interpolation. Input range 0 to 99999.9999
Roughing diameter Q342 (absolute): As soon as
you enter a value greater than 0 in Q342, the TNC
no longer checks the ratio between the nominal
diameter and the tool diameter. This allows you
to rough-mill holes whose diameter is more than
twice as large as the tool diameter. Input range 0 to
99999.9999
Climb or up-cut Q351: Type of milling operation
with M3
+1
= Climb
–1
= Up-cut
NC blocks
12 CYCL DEF 208 BORE MILLING
Q200=2
;SET-UP CLEARANCE
Q201=-80
;DEPTH
Q206=150
;FEED RATE FOR
PLNGNG
Q334=1.5
;PLUNGING DEPTH
Q203=+100
;SURFACE COORDINATE
Q204=50
;2ND SET-UP
CLEARANCE
Q335=25
;NOMINAL DIAMETER
Q342=0
;ROUGHING DIAMETER
Q351=+1
;CLIMB OR UP-CUT