Rapid traverse positioning, 3 single cut cy cles – HEIDENHAIN SW 68894x-02 User Manual
Page 133
HEIDENHAIN CNC PILOT 640
133
4.3
Single
cut
cy
cles
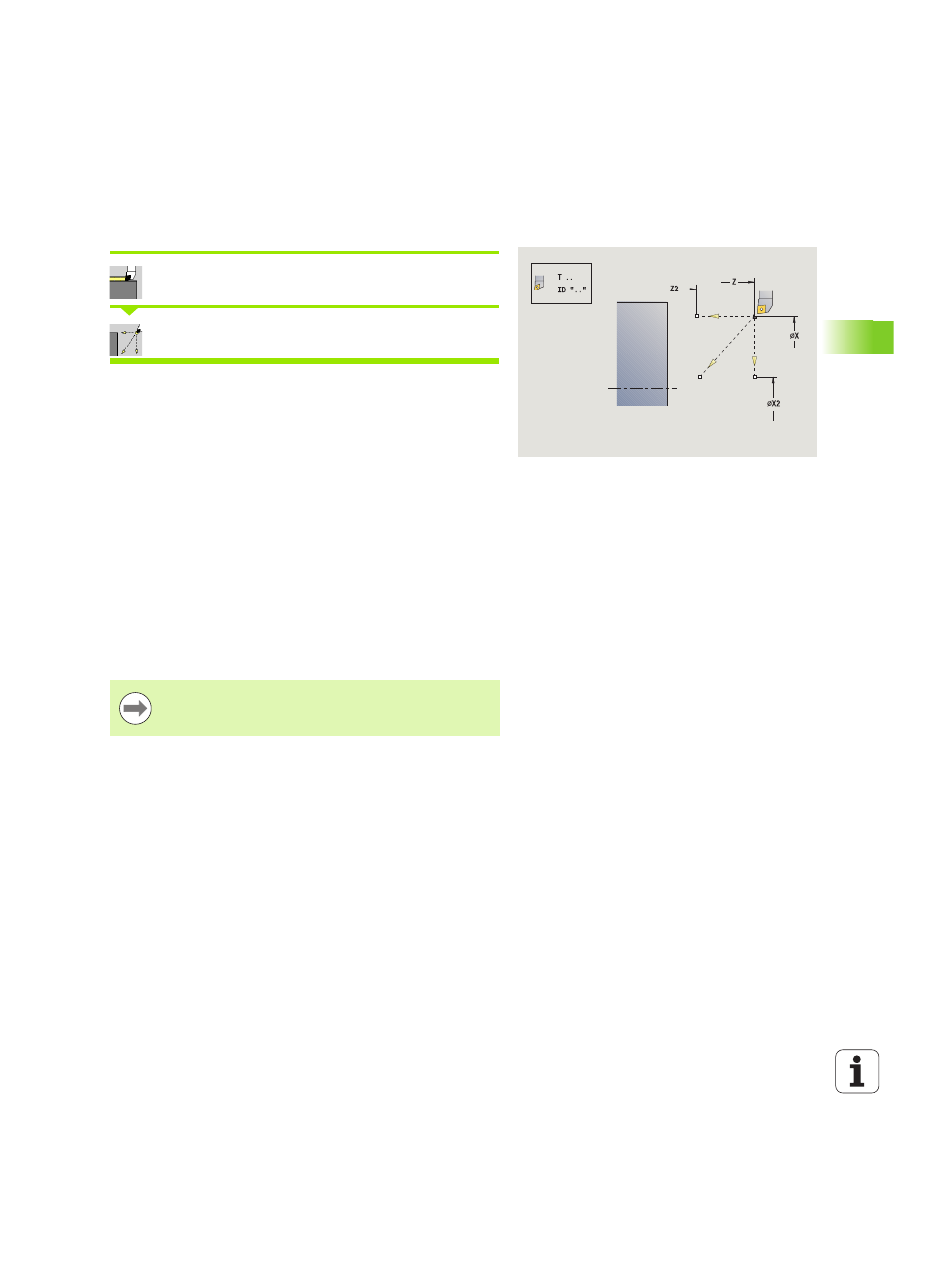
Rapid traverse positioning
Call the single-cut menu
Select rapid traverse positioning
The tool moves at rapid traverse from the starting point to the target
point.
Cycle parameters
X, Z
Starting point
X2, Z2
Target point
T
Turret pocket number
ID
Tool ID number
MT
M after T: M function that is executed after the tool call T
MFS
M at beginning: M function that is executed at the
beginning of the machining step
MFE
M at end: M function that is executed at the end of the
machining step
WP
Displays which workpiece spindle is used to process the
cycle (machine-dependent)
Main drive
Opposing spindle for rear-face machining
BW
Angle in the B axis (machine-dependent function)
If more axes are available on your machine, additional
input parameters will be displayed.