HEIDENHAIN TNC 426 (280 476) User Manual
Page 196
Advertising
HEIDENHAIN TNC 426, TNC 430
169
6.6 P
a
th Cont
ours
—
FK F
ree Cont
our Pr
ogr
a
mming
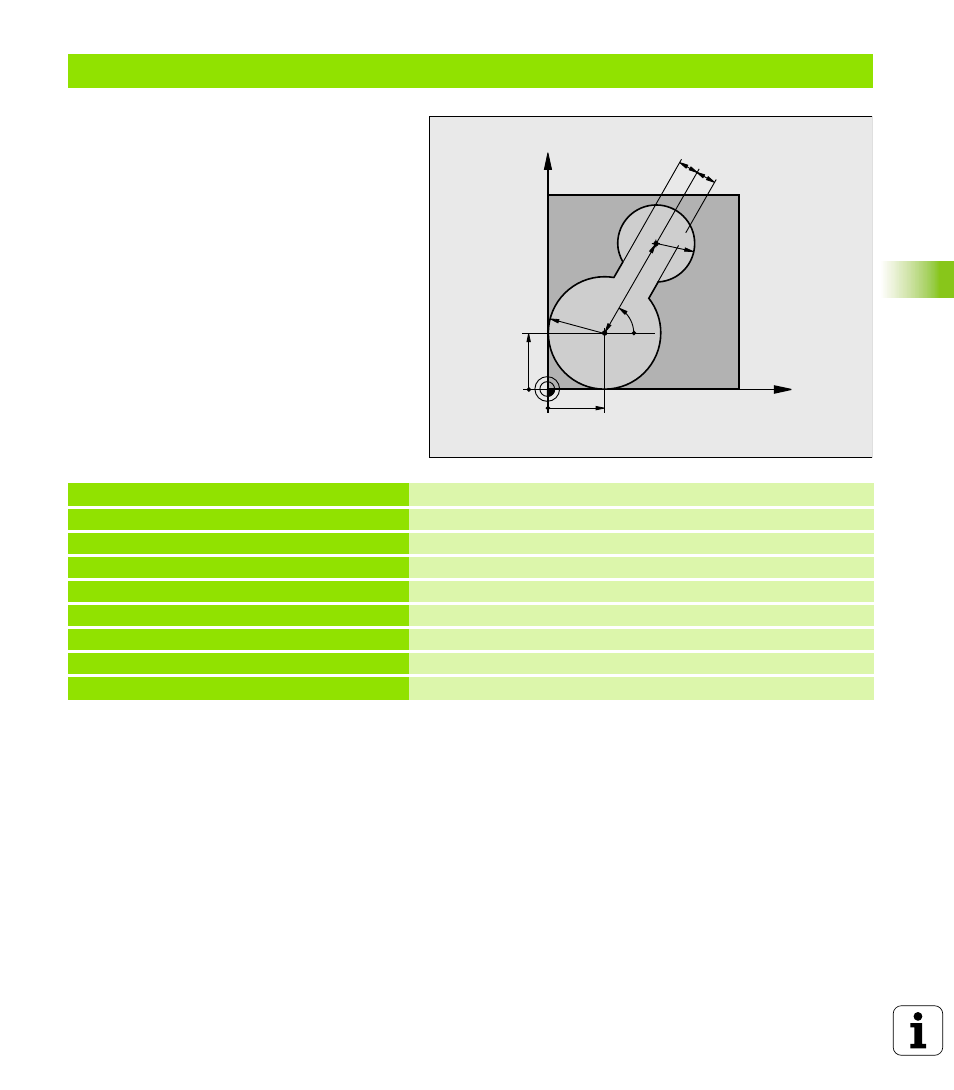
Example: FK programming 2
0 BEGIN PGM FK2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Define the workpiece blank
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+2
Define the tool
4 TOOL CALL 1 Z S4000
Tool call
5 L Z+250 R0 F MAX
Retract the tool
6 L X+30 Y+30 R0 F MAX
Pre-position the tool
7 L Z+5 R0 F MAX M3
Pre-position the tool in the tool axis
8 L Z-5 R0 F100
Move to working depth
X
Y
30
30
R30
R20
60°
55
10
10
Advertising
This manual is related to the following products: