6 sl c y cles, Example: contour train – HEIDENHAIN TNC 426 (280 476) User Manual
Page 333
Advertising
306
8 Programming: Cycles
8.6 SL c
y
cles
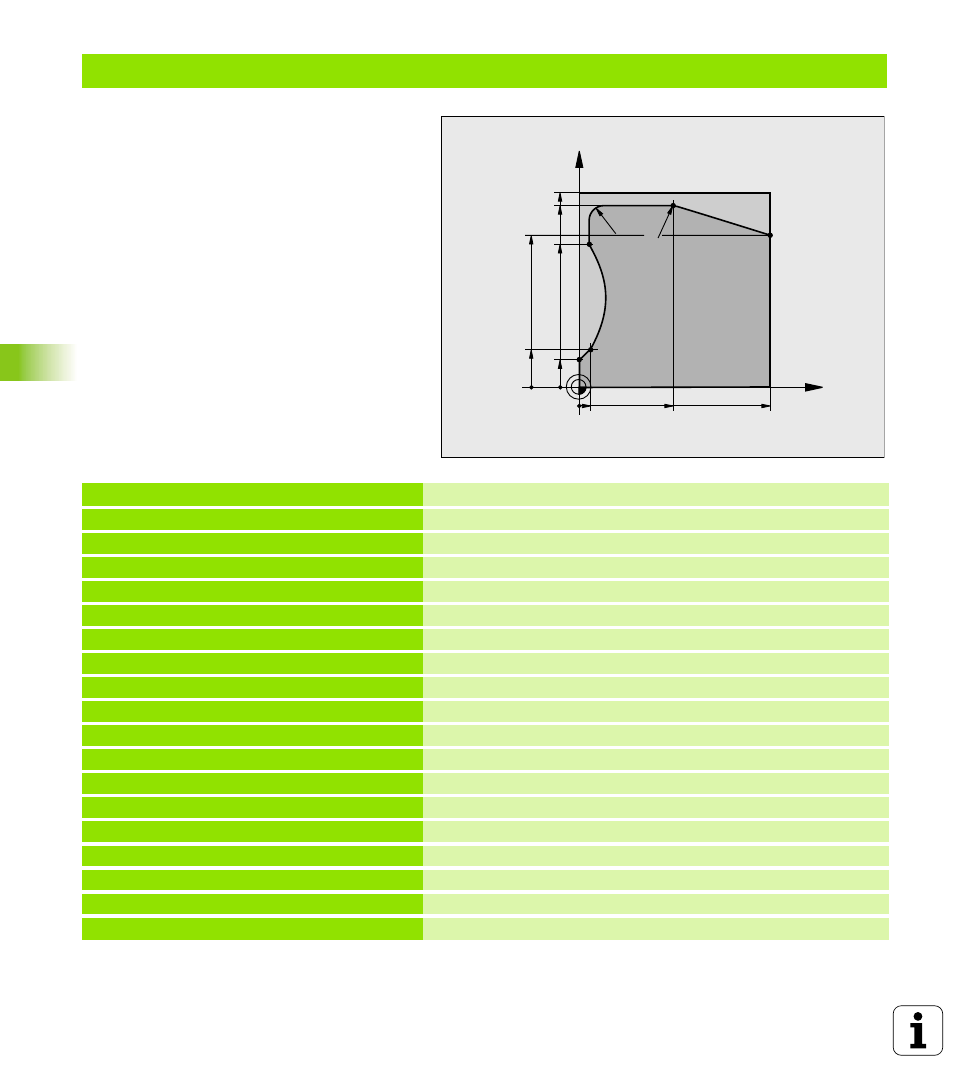
Example: Contour train
0 BEGIN PGM C25 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Define the workpiece blank
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+10
Define the tool
4 TOOL CALL 1 Z S20004
Tool call
5 L Z+250 R0 F MAX
Retract the tool
6 CYCL DEF 14.0 CONTOUR GEOMETRY
Define contour subprogram
7 CYCL DEF 14.1 CONTOUR LABEL 1
8 CYCL DEF 25.0 CONTOUR TRAIN
Define machining parameters
Q1=-20 ;MILLING DEPTH
Q3=+0 ;ALLOWANCE FOR SIDE
Q5=+0 ;WORKPIECE SURFACE COORD.
Q7=+250 ;CLEARANCE HEIGHT
Q10=5 ;PLUNGING DEPTH
Q11=100 ;FEED RATE FOR PLUNGING
Q12=200 ;FEED RATE FOR MILLING
Q15=+1 ;CLIMB OR UP-CUT
9 CYCL CALL M3
Call the cycle
10 L Z+250 R0 F MAX M2
Retract in the tool axis, end program
X
Y
5
20
100
100
80
50
95
75
15
R7,5
R7,5
Advertising
This manual is related to the following products: