4 grouting 4.5 initial alignment, Grouting (4.4), Thermal expansion (4.5.1) – Flowserve CPX IDP User Manual
Page 13
CPX, CPXR, CPXN and CPXP USER INSTRUCTIONS ENGLISH 71569117 09-11
Page 13 of 44
flowserve.com
Ensure the following are met:
a) The baseplate should be mounted onto a firm
foundation, either an appropriate thickness of
quality concrete or sturdy steel framework. (It
should NOT be distorted or pulled down onto the
surface of the foundation, but should be
supported to maintain the original alignment.)
b) Install the baseplate onto packing pieces evenly
spaced and adjacent to foundation bolts.
c) Level with shims between baseplate and packing
pieces.
d) The pump and driver have been aligned before
dispatch however the alignment of pump and motor
half coupling must be checked. If this is incorrect, it
indicates that the baseplate has become twisted
and should be corrected by re-shimming
e) If not supplied, guarding shall be fitted as necessary
to meet the requirements of ISO 12100 and EN953.
4.4 Grouting
Where applicable, grout in the foundation bolts.
After adding pipework connections and rechecking the
coupling alignment, the baseplate should then be
grouted in accordance with good engineering practice.
Fabricated steel, folded steel and cast iron baseplates
can be filled with grout. Polycrete baseplates can not
be grouted in the same way, see their User Instructions
71569284 (E) for installation and use. If in any doubt,
please contact your nearest service centre for advice.
Grouting provides solid contact between the pump unit
and foundation, prevents lateral movement of vibrating
equipment and dampens resonant vibrations.
Foundation bolts should only be fully tightened when
the grout has cured.
4.5 Initial alignment
4.5.1 Thermal expansion
The pump and motor will normally
have to be aligned at ambient temperature with an
allowance for thermal expansion at operating
temperature. In pump installations involving high
liquid temperatures, the unit should be run at the
actual operating temperature, shut down and the
alignment checked immediately.
4.5.2 Alignment methods
Pump and driver must be isolated
electrically and the half couplings disconnected.
The alignment MUST be checked.
Although the pump will have been aligned at the factory
it is most likely that this alignment will have been
disturbed during transportation or handling. If
necessary, align the motor to the pump, not the pump to
the motor.
Alignment is achieved by adding or removing shims
under the motor feet and also moving the motor
horizontally as required. In some cases where the
alignment cannot be achieved it will be necessary to
move the pump before recommencing the above
procedure.
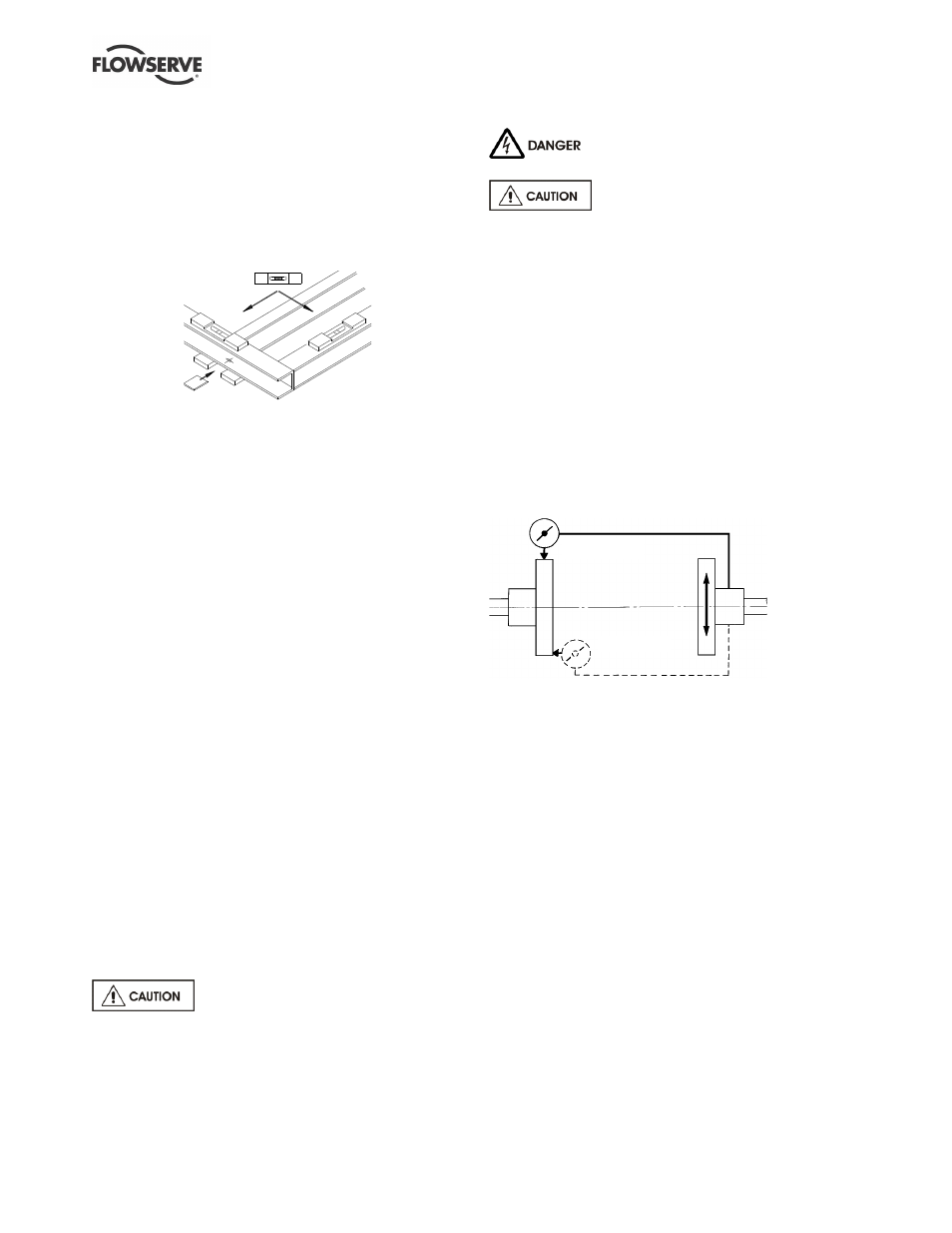
For couplings with narrow flanges use a dial indicator
as shown. The alignment values are maximums for
continuous service.
P a r a l l e l
A n g u l a r
Permissible misalignment limits at working temperature:
Parallel alignment
- 0.25 mm (0.010 in.) TIR maximum
Angular alignment
- 0.3 mm (0.012 in.) TIR maximum for couplings
not exceeding 100 mm (4 in.) flange diameter
- 0.5 mm (0.020 in.) TIR maximum for couplings
over 100 mm (4 in.) diameter
When checking parallel alignment, the total indicator
read-out (TIR) shown is twice the value of the actual
shaft displacement.
Align in the vertical plane first, then horizontally by
moving motor. Maximum pump reliability is obtained
by near perfect alignment of 0.05 - 0.075 mm (0.002 -
0.003 in.) parallel and 0.05 mm (0.002 in.) per
100 mm (4 in.) of coupling flange diameter as angular
misalignment.