Flowserve LR Worthington User Manual
Page 32
LR, LRV, LLR and LR-S USER INSTRUCTIONS ENGLISH 71569088 08-10
Page 32 of 48
flowserve.com
j)
If bearings are grease lubricated they will be sealed
for life and do not require any extra grease.
k) Fit the bearing circlip [6544] or bearing nut/
lockwasher at the non-drive end. Bend over a tab
of lockwasher into the bearing nut slot, if fitted.
l)
Slide bearing housings over bearings ensuring
bearings are located square in the bores.
m) Fit bearing cover complete with gasket and shaft
seal ring.
n) Slip casing rings complete with anti-rotation
cylindrical pins loosely over the impeller hubs.
o) Fit the coupling hub.
6.10.2.4 Casing lower half
a) Coat the bearing housing to casing face with
liquid sealant to protect against corrosion.
b) Place the complete rotating assembly into the
casing ensuring that wear rings are fitted in the
grooves machined into the casing and the anti-
rotation cylindrical pins are located in the holes in
the bottom of the casing bore.
c) Locate the dowels in the bearing housing into the
holes in the lower half casing and bolt the bearing
brackets to the casing. The dowels must be sprayed
with anti-seize compound (Molyslip or equivalent)
before assembly into the bearing housing/casing.
d) Torque up the fixing screws.
e) Check rotor for free rotation.
f) Check end float of rotor is between 0.2 mm to
1.5 mm (0.008 in. to 0.060 in.).
g) Using a C-spanner fully tighten the shaft nuts and
lock with the two radial socket head grub screws.
h) Set the mechanical seals, if fitted, to the correct
working length and tighten the seal collar screws.
Refer to any special instructions supplied
with the mechanical seal.
i)
Check for free rotation.
6.10.2.5 Casing upper half
a) Lower the casing upper half over the lower half.
Take care to ensure that the wear rings are
correctly located in the upper half bores.
b) Drive home the two casing roll pins to accurately
position the casing and torque up all horizontal
flange screws.
c) Check for free rotation.
d) Using a sharp flexible bladed knife, cut off the
exposed casing gasket in the stuffing box area
flush with the stuffing box face.
e) If mechanical seals are fitted apply a small amount
of silicon rubber sealant along the horizontal joint
line on the stuffing box face and fit the seal cover
complete with gasket or O-ring. Take care not to
damage the O-ring, if fitted, and locate the cover
squarely on the stuffing box face. Some seal
covers do not have a spigot location in the casing
bore and care must be taken to ensure the seal
seat bore is concentric to the shaft sleeve. This is
best achieved using feeler gauges between the
stationary seal seat bore and the shaft sleeve.
f)
Torque up seal cover screws and check shaft/
sleeve does not rub in seal cover bore. Ensure any
spare holes in seal cover, particularly on cartridge
mechanical seals, have sealing plugs fitted.
g) If gland packing is fitted, pack the gland, ensuring
that the cut ends in each ring are staggered by
120 degrees.
h) The glands are packed as shown in section 8.4.
Finger tighten the gland nuts.
i)
Check coupling alignment, fit coupling drive
element(s) and fit guards.
j)
Pipe up any external auxiliary connections.
6.10.3 LRV
6.10.3.1 Impeller wear rings
As for LR/LLR. (See section 6.10.1.1.)
6.10.3.2 Pre-assembly of casing gasket
As for LR/LLR. (See section 6.10.1.2.)
6.10.3.3 Pre-assembly of bottom bearing carrier –
silicon carbide bearing
a) Insert tolerance ring [2550] in bottom bearing carrier
and press in bearing bush [3300.1] until it is square
against the shoulder at the bottom of the carrier.
b) Fit bearing retaining ring and secure with radial
locking screw.
6.10.3.4 Pre-assembly of bottom bearing housing
- Cutless rubber bearing
Press Cutless rubber bearing [3300.2] into bottom
bearing carrier.
6.10.3.5 Rotating element and bearing housing
a) Ensure all gaskets and O-rings are renewed and
replaced in the correct position during assembly.
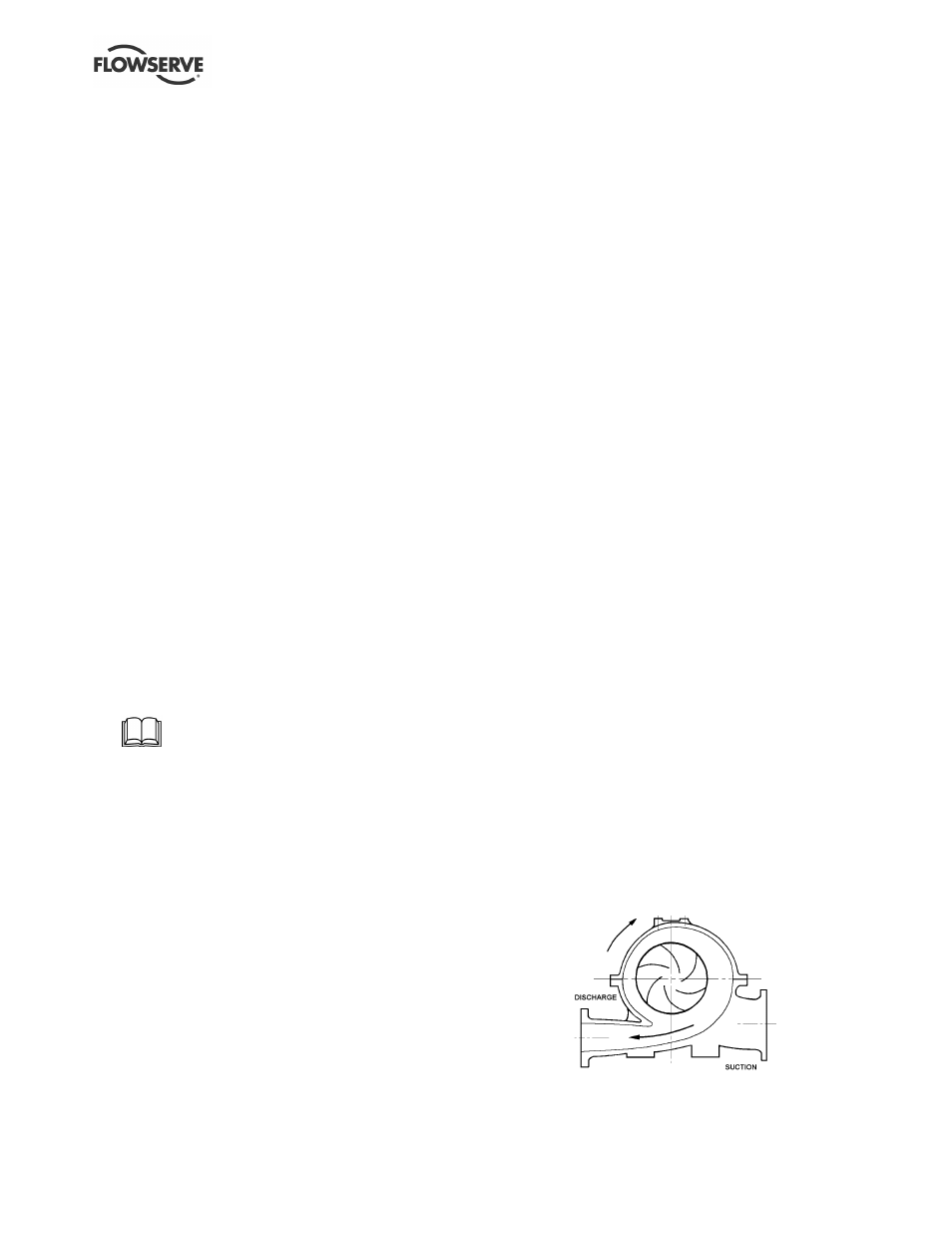
b) Assemble the impeller on the shaft. It is
important to mount the impeller so that the vane
tips point away from the apparent flow direction.
The rotor always rotates towards the expanding
section of the volute