Sequence of operation -4, Powermax1650, Sequence of operation – Hypertherm Powermax1650 Service Manual User Manual
Page 31
MAINTENANCE
3-4
powermax1650
Service Manual
0
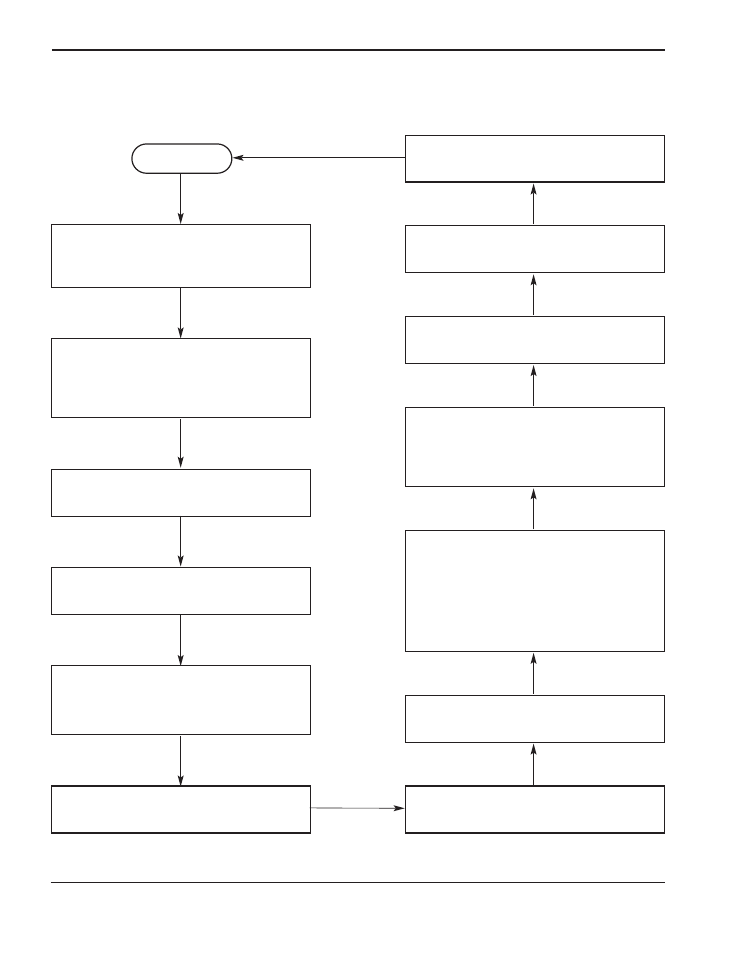
Sequence of Operation
System OFF
• Connect gas supply to filter on power unit.
• Connect work lead to work piece.
• Apply power at line voltage disconnect box.
• Set ON/OFF switch S1 to ON (I)
Set power switch S1 to OFF (0).
• Gas solenoid valve V1 closes.
• Gas flow stops.
• Consumables reseat.
• Arc extinguishes.
• Post flow continues for 30 seconds.
• Arc transfers to plate.
• Move torch to make cut.
• Work piece falls away after cut.
• Release plasma start switch on hand torch or
remote start switch for machine torch.
• Inverter starts.
• Current flows through torch with nozzle and
electrode shorted.
• Gas solenoid valve V1 opens.
• Gas flow starts.
• Torch "blows back" - nozzle and electrode
separate.
• Pilot arc starts.
• Position torch on work piece.
• Depress plasma start switch on hand torch or
remote start switch for machine torch.
Power circuits are ready.
• Gas solenoid valve V1 closes.
• Gas flow stops.
• Set gas pressure (see Setup section in
Operator Manual).
• Select desired cutting amps with current
adjustment knob.
Gas solenoid valve V1 opens to purge system
and to allow setting of pressure.
• Turn current adjustment knob
counterclockwise to gas test position.
• Check air pressure setting.
• Power ON lamp illuminates and Gas
Pressure LED illuminates green, indicating
system is ready for operation.
• Fault LEDs should not be illuminated (see
Troubleshooting for more information)