10 adjustment of pressure arms, 11 adjustment of spool brake, 12 burn back time – Kemppi MXP 37 Pipe Stee User Manual
Page 14: 13 earth return cable
EN
2.10 Adjustment of pressure arms
Adjust the drive pressure to the filler wire with the thumb screws mounted over the pressure
arms. Notice the graduated scales indicating load. The load applied should be sufficient to
overcome a light braking force applied by hand to the filler wire, as it exits the welding gun
contact tip.
For smaller diameter and soft filler wires, less feed pressure is required. It should be possible to
apply a light breaking force to the filler wire by hand, as it exits the gun contact tip. But slightly
more wire flow restriction should render the drives rolls to slip slightly over the filler wire
without deforming the wire.
NOTE!
Excessive pressure causes flattening of the filler wire and damage to coated or cored filler
wires. It also causes undue wear of the feed rolls and increases gearbox load, so reducing service
life.
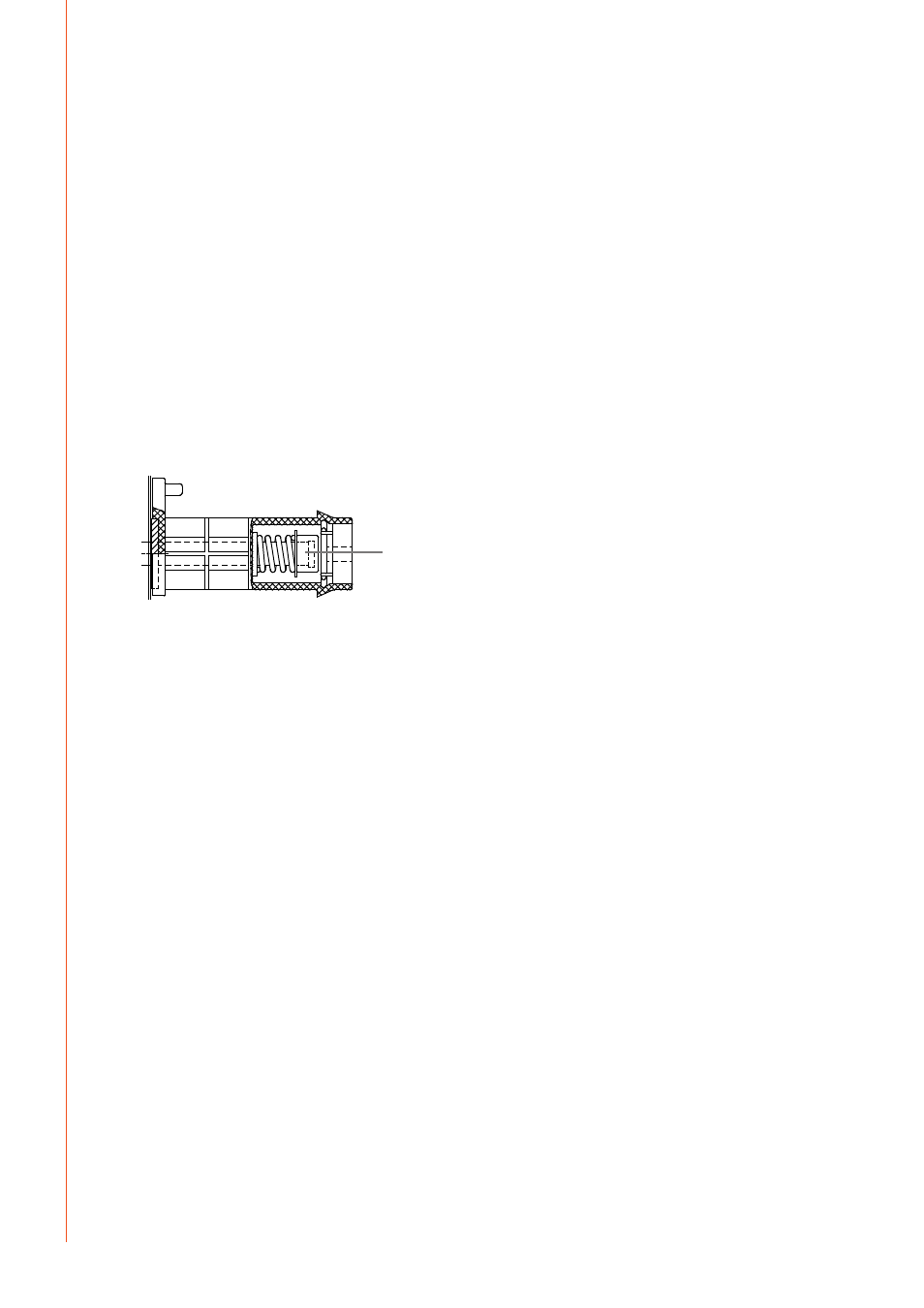
2.11 Adjustment of spool brake
Brake force is adjusted through the hole behind the locking clip. Remove the locking clip by
hand, and adjust the tension and pressure to the friction pads mounted inside with a screw
driver. See diagram and location A.
A
The load applied varies depending on the size and weight of the filler wire and spool, but also
the filler wire feed speed set. The heavier the wire spool and the faster the feed speed, the
greater the need to increase the braking load. Adjust the pressure, secure the locking clip, set
the wire feed speed and check that the braking force is enough to ensure the filler wire does
not spill from the spool on overrun.
NOTE!
Too much or unnecessary loads can impact welding quality, load and wear to the wire feed
system.
2.12 Burn back time
FastMig electronics controls the burn back time. When welding stops an automatic sequence
ensures that the filler wire does not stick to the work piece and that no ball is formed at the
wire tip, ensuring reliable re-ignition. This system works regardless of the wire feed speed.
2.13 Earth return cable
Preferably the earth return cable and clamp should be connected directly to the welding
material.
Always use a good quality, 70 mm² heavy copper cable, and if possible a screw type 600 A
clamp. Ensure that the surface contact to the work piece is clean of metal oxide and or paint.
Make sure the clamp is firmly secured.
FastMig MXP 37 Pipe, MXP 38
12