Position feedback control of the nc axes, 4 position feedback control of the nc axes – HEIDENHAIN TNC 122 Technical Manual User Manual
Page 25
24
TNC 122
9 Machine Integration
4/97
9.4 Position Feedback Control of the NC Axes
The TNC 122 operates according to the principle of closed-loop control with servo lag. Servo lag
means that there is always a difference (trailing error) between the nominal position commanded by
the NC and the actual position of the axes. Closed-loop control would not be possible without this
difference.
The k
v
factor (position loop gain) must be matched to the machine (see also “Characteristic kink”). If
a very high k
v
factor is chosen the servo lag will be very small, but this may cause oscillations in the
machine axis. If the k
v
factor is too small, the new position will be reached too slowly.
The maximum feed rate (not the rapid traverse) is defined in machine parameter MP1010.0–2. It
represents the feed rate at an analog voltage of 11 V at the servo input.
The acceleration can be entered in machine parameter MP1060.x. It determines the ramp gradient
of the rising edge (MP1060.0–2) and the approach to the position (MP1060.3–5).
To improve the positioning behavior, machine parameter MP1051.x can be used to define a bottom
voltage below which the control will not go.
When the axis is in position (the positioning window has been reached) the “axis in position” marker
is set. The PLC program must then disable the position controller for the axes to come to a stop.
The optimum k
v
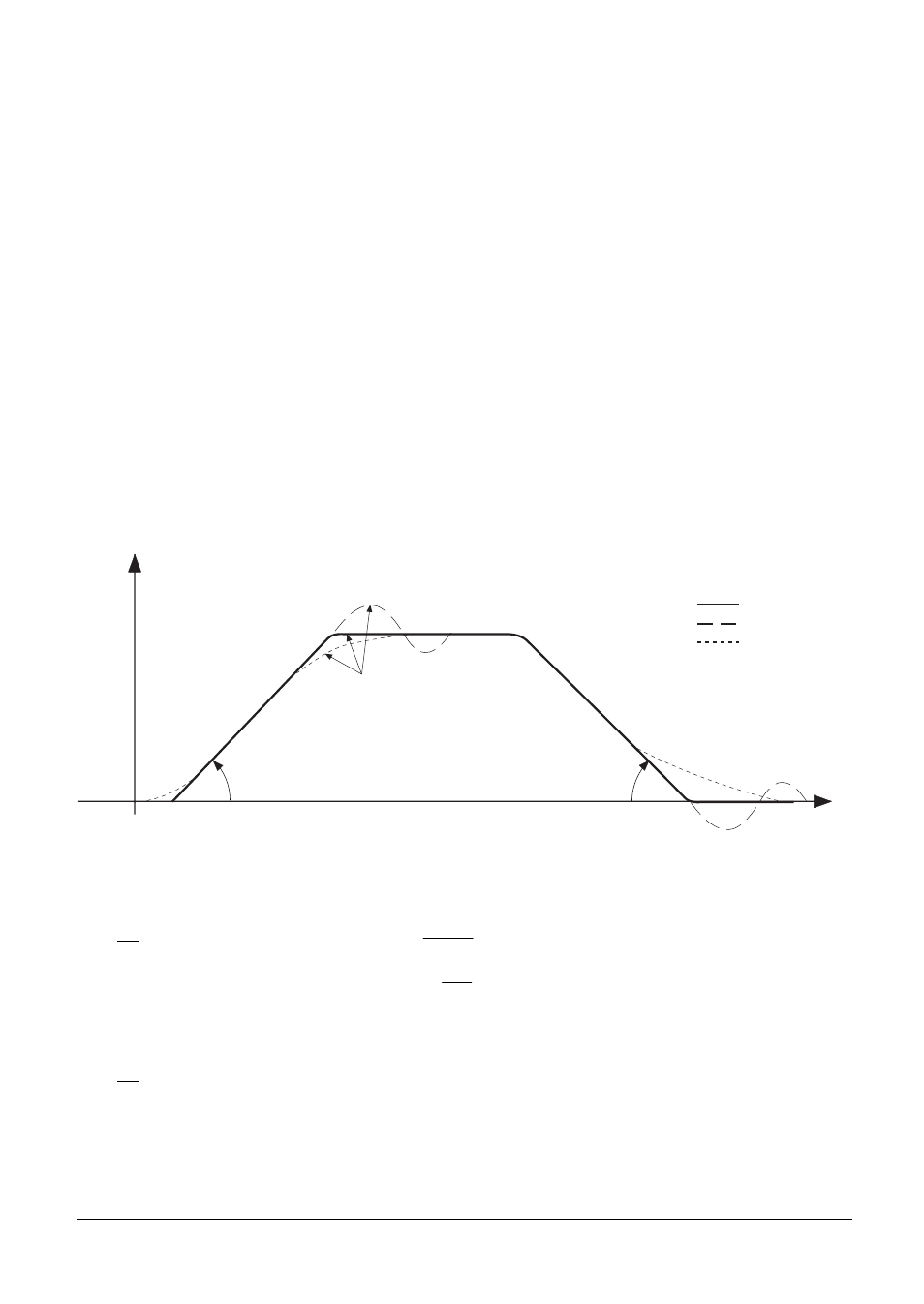
factor must be determined empirically. The following diagram illustrates traversing
behavior at different k
v
factors:
U [V]
t [s]
MP1060.0-2
MP1810
MP1060.3-5
kv correct
kv too large
kv too small
The k
v
factor (MP1810) is generally determined by the maximum feed rate of the machine (MP1010)
and the servo lag according to the following formula:
k
v
=
Ve
s
a
k
v
= position loop gain [
m/min
mm
]
v
e
= maximum feed rate [
m
min
]
s
a
= servo lag [mm]
or
s
a
=
Ve
k
v