HEIDENHAIN TNC 360 ISO Programming User Manual
Page 117
Advertising
5-34
5
Programming Tool Movements
TNC 360
5.5
Path Contours - Polar Coordinates
1
9
H
1
0
8
0
5
2
G
1
G
Z
4
END
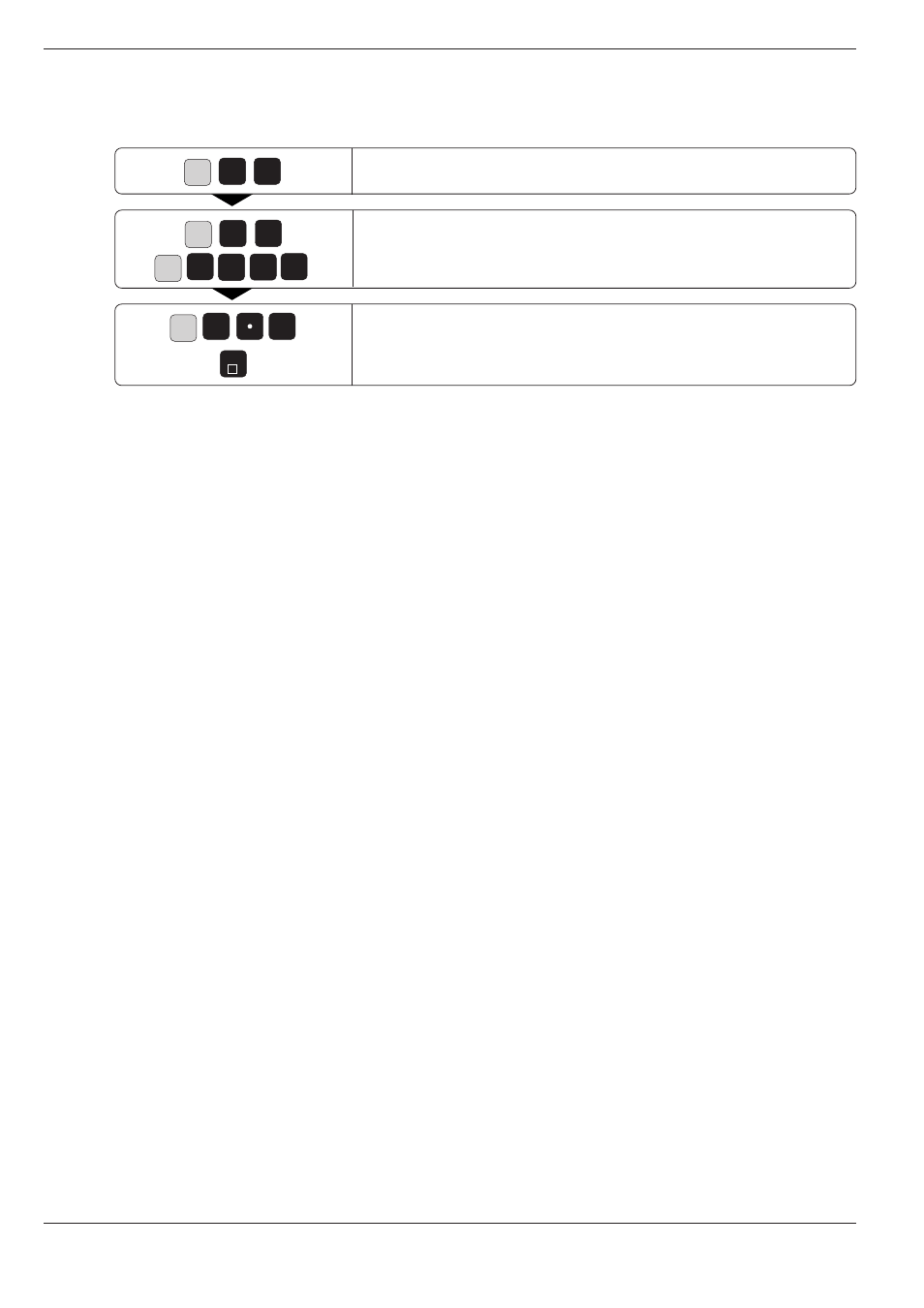
To program a helix:
Helix in clockwise direction of rotation.
Enter the total angle of tool traverse along the helix as an incremental
value, for example H = 1080°.
Enter the total height of the helix in the tool plane as an incremental
value, for example Z = 4.5 mm.
Terminate the block.
If necessary, enter also:
Radius compensation
Feed rate F
Miscellaneous function M
Resulting NC block: G12 G91 H+1080 Z+4.5 *
Advertising
This manual is related to the following products: