Floor finishing (cycle g123), 6 sl cy cles – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming User Manual
Page 394
394
8 Programming: Cycles
8.6 SL Cy
cles
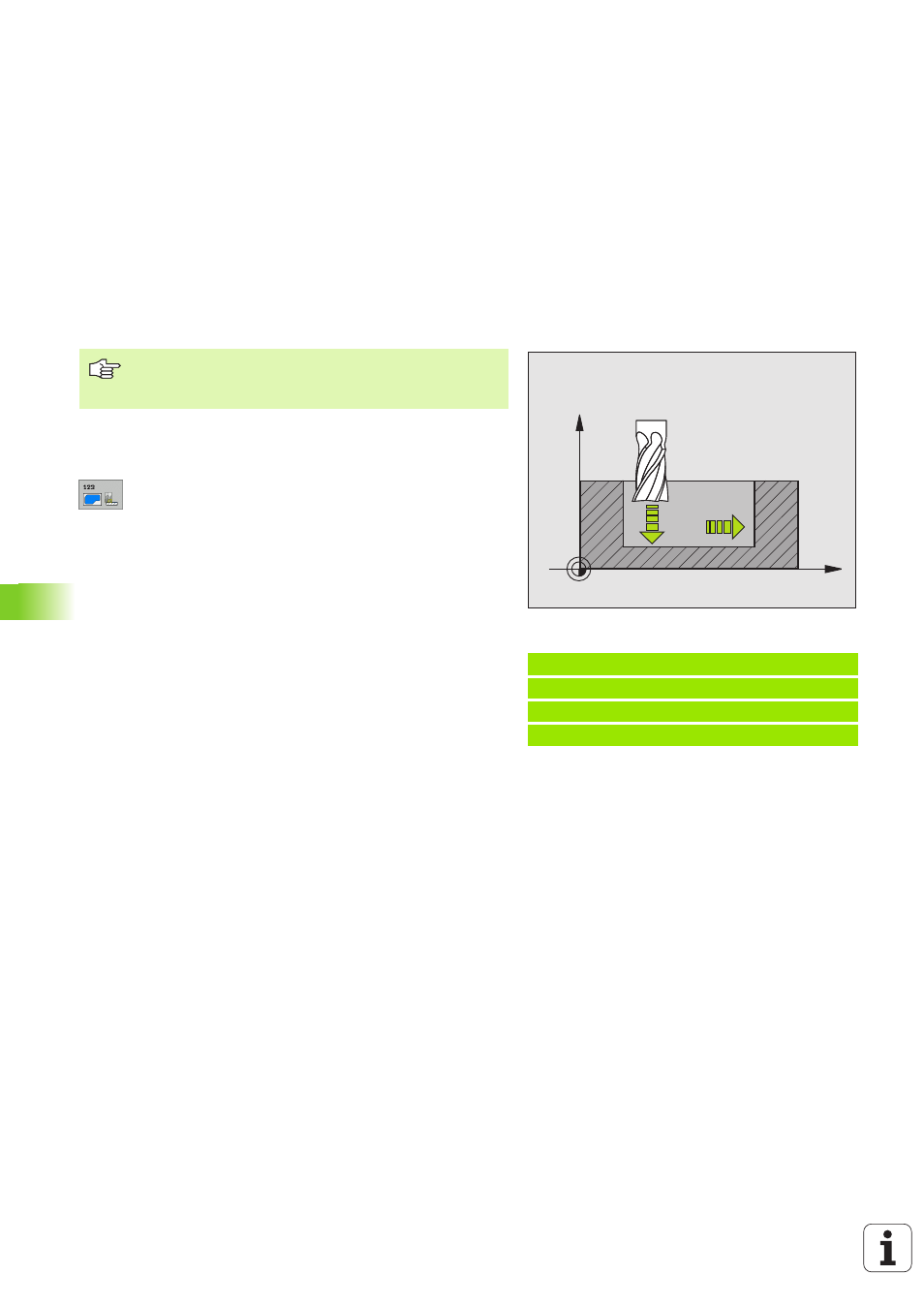
FLOOR FINISHING (Cycle G123)
The tool approaches the machining plane smoothly (in a vertically
tangential arc). The tool then clears the finishing allowance remaining
from rough-out.
8
Feed rate for plunging
Q11: Traversing speed of the
tool during penetration.
8
Feed rate for milling
Q12: Traversing speed for
milling.
8
Retraction feed rate
Q208: Traversing speed of the
tool in mm/min when retracting after machining. If
you enter Q208 = 0, the TNC retracts the tool at the
feed rate in Q12.
Example: NC block
N60 G123 FLOOR FINISHING
Q11=100
;FEED RATE FOR PLUNGING
Q12=350
;FEED RATE FOR ROUGHING
Q208=99999 ;RETRACTION FEED RATE
X
Z
Q11
Q12
The TNC automatically calculates the starting point for
finishing. The starting point depends on the available
space in the pocket.