Ivoclar Vivadent PCT FlexVest User Manual
Page 13
Nota: Não usar o líquido de mistura quando estiver cristalizado.
Quanto maior a concentração do PCT FlexVest Liquid/Liquid H.E.,
maior será a expansão do revestimento.
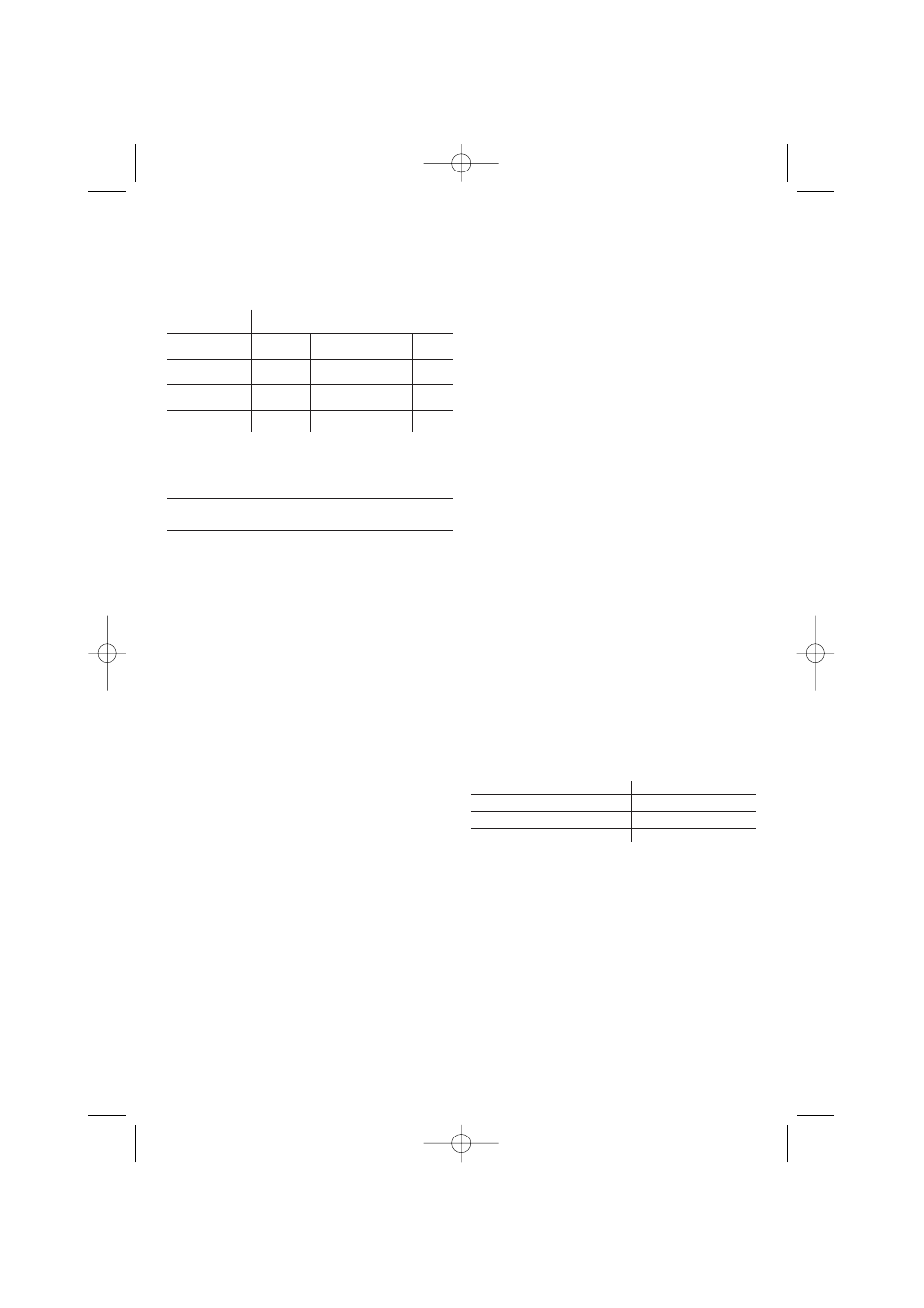
Concentração dos Líquidos de Mistura
Ligas Metálicas
Ligas Cerâmicas
Ligas C&B /
BioUniversal
PCT FlexVest
Água
PCT FlexVest
Liquid
Destilada
Liquid
Destilada
Ligas com alto e com
reduzido teor de ouro
60–80%
40–20%
50–60%
50–40%
Ligas baseadas em
paládio
70–80%
30–20%
70–80%
30–20%
Ligas não preciosas
(Co Cr / Ni Cr)
80–100%
20–0%
80–100%
20–0%
Proporção de Mistura
60 g. do pó
13 ml da mistura PCT FlexVest Liquid/Liquid H.E. //
água destilada
90 g. do pó
20 ml da mistura PCT FlexVest Liquid/Liquid H.E. //
água destilada
160 g. do pó
35 ml da mistura PCT FlexVest Liquid/Liquid H.E. //
água destilada
Nota: As proporções de mistura, descritas acima, representam
apenas recomendações. Para os vários tipos de ligas e de
técnicas de fundição, podem ser necessários os ajustes
respectivos.
Mistura
Antes de iniciar a mistura, limpar a vasilha de mistura com água.
Colocar o PCT FlexVest Liquid/Liquid H.E. pré-dosado na vasilha.
Adicionar o pó pré-pesado ao líquido. Com uma espátula, mistu-
rar os dois componentes até conseguir uma mistura homogênea.
Colocar a vasilha de mistura em um dispositivo de vácuo.
Alcançado o o valor de vácuo estabelecido, misturar durante
90 segundos. Depois de completado este procedimento de
mistura, manter o vácuo durante mais 15 segundos. A seguir,
manualmente e de modo cuidadoso, abrir a vasilha de mistura.
Nota: As vasilhas de mistura, que não estão totalmente limpas
ou que estão severamente arranhadas, podem absorver até 2 ml
do líquido de mistura. Tempos de mistura maiores poderão
causar superfícies de fundição mais lisas, similares àquelas
promovidas pelos revestimentos aglutinados por gesso e
indicados para ligas C&B (coroas e pontes).
Inclusão
De modo lento e constante, vazar o PCT FlexVest para o interior
do anel de revestimento, empregando leve vibração. Interromper
a vibração no momento em que o anel de revestimento estiver
completamente cheio. Não tocar no revestimento.
Nota: Para prevenir a inclusão de ar, é aconselhável vazar o
revestimento, em primeiro lugar, sobre as partes mais intricadas
e menos acessíveis do padrão de cera.
Tempo de Trabalho
Na temperatura ambiente de 23ºC (73°F), o tempo de trabalho é
de 5 minutos.
Nota: Pó e líquido devem ser armazenados em local fresco e
seco. Fechar o recipiente do líquido de mistura, imediatamente
após o uso. Para serem usados, pó e líquido de mistura devem
estar na mesma temperatura. De modo ideal, entre 17 e 22ºC
(63 e 72°F).
Nota: Se a temperatura de trabalho for > 24°C (> 75°F), a
expansão de presa será consideravelmente aumentada,
enquanto que baixas temperaturas de trabalho de < 16°C
(< 61°F) promoverão a redução da expansão de presa.
Tempo de Presa
Na temperatura ambiente de 23ºC (73°F), o tempo de presa é
de, aprox., 20 a 30 minutos, dependendo do tamanho do anel
usado (velocidade da reação térmica). Terminada a reação
térmica, asperizar a superfície do revestimento. Isto auxiliará na
remoção dos gases, durante os primeiros estágios do
aquecimento.
Nota: Esperar a presa completa do revestimento, antes de
iniciar o processo de aquecimento !
Aquecimento Rápido
O aquecimento rápido pode ser efetuado até 8 horas após a
presa. Colocar o anel de revestimento, em posição vertical e com
orifício do sprue para baixo, no interior do forno preaquecido
no máximo a 850°C (1562°F), de tal maneira que o anel de
revestimento não toque na plataforma básica do forno
(espaçador), ou, de modo alternativo, colocar o anel de
revestimento em posição horizontal. Quando uma alta
temperatura é necessária, colocar o anel de revestimento no
forno preaquecido a 850°C (1562°F) e, a seguir, elevar até a
temperatura final. A temperatura máxima permitida para o
revestimento é de 1050°C (1922°F). Para as ligas metálicas pro-
cessadas em baixas temperaturas, colocar o anel de revestimen-
to dentro do forno preaquecido a 850°C (1562°F) e, em seguida,
diminuir a temperatura, conforme as instruções dos respectivos
fabricantes.
Nota: Em relação às temperaturas de preaquecimento, favor
observar as instruções do respectivo fabricante da liga metálica.
Tempo de Manutenção
Anel de revestimento – tamanho 1
30 – 45 min.
Anel de revestimento – tamanho 3
45 – 60 min.
Anel de revestimento – tamanho 6
60 – 75 min.
Anel de revestimento – tamanho 9
75 – 90 min.
Nota: Quando resinas de modelar, que queimam sem deixar
resíduos, forem usadas, o tempo de manutenção deve ser
aumentado de 10 minutos. Observar as instruções dos
respectivos fabricantes! Quando vários anéis de revestimento
são, ao mesmo tempo, preaquecidos no forno, o tempo de
manutenção deve ser aumentado adequadamente.
PCTFlexVest-VA-WE3.qxd 05.10.2004 14:56 Uhr Seite 13