Kemppi ProMXE User Manual
Page 14
14 – KEMPPI PRO EVOLUTION, MXE / 0547
© KEMPPI OY
30
31
32
33
12
The double-pulse function operates only with PulsedMIG welding.
Wire feed speed can be regulated max. 2.5 m/min above and below the
relected wire feed speed. At the same time, the synergic welding para-
meters are changed to match the current wire feed speed. The purpose
of the function is to create a suitable protrusion and good appearance
in the weld. It also improves the controllability of weld pool in position
welding.
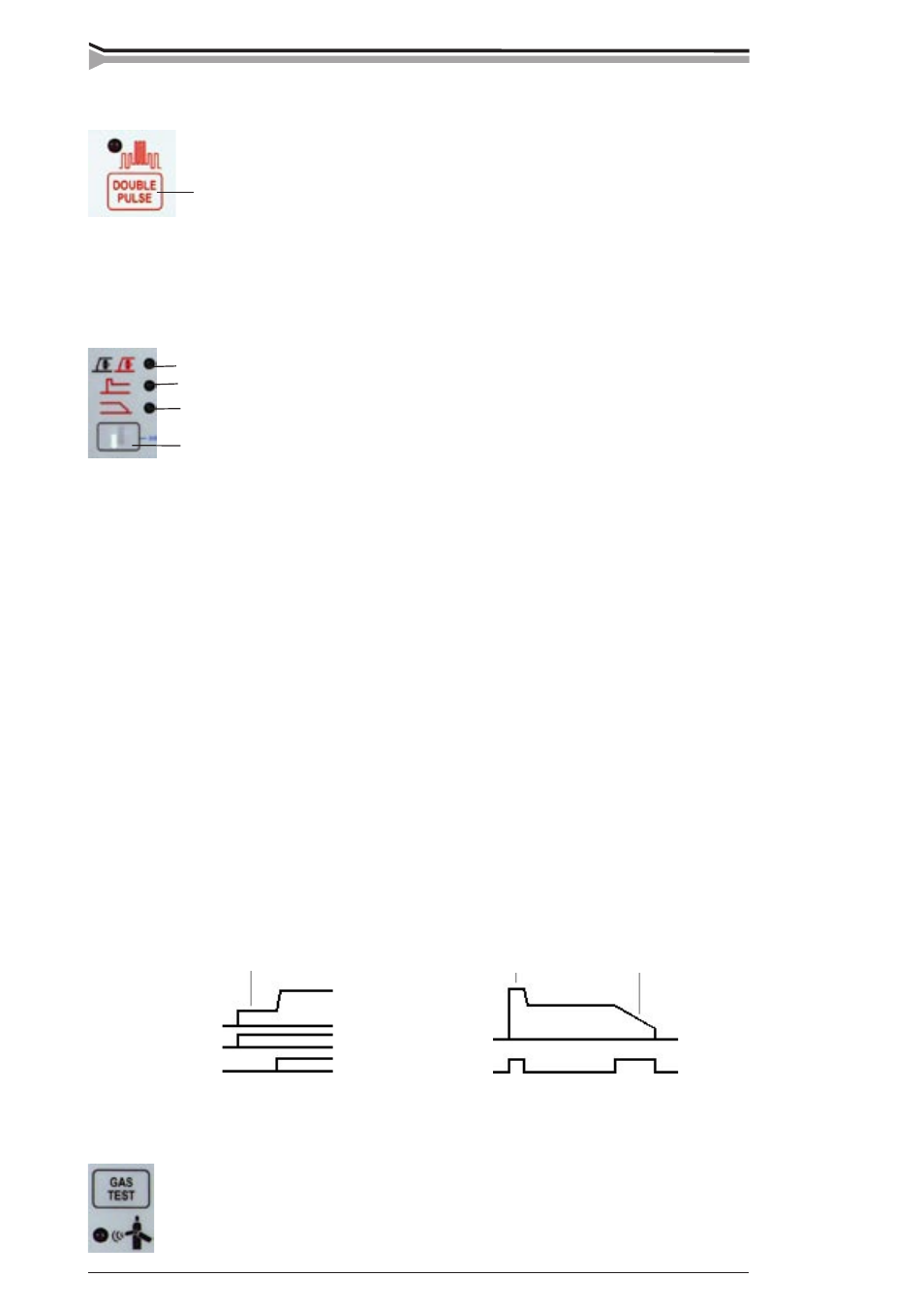
30. Creep start, MIG/MAG, 1-MIG, PulsedMIG: Creep start is used for
smooth start for example in welding with high wire feed speeds. In
start the wire feed speed is lower than set value until the wire touches
the weld piece and current starts flowing. Note! If the wire does not
touch the weld piece within 0.6 seconds, wire feed speed goes over to
set value. When needed you can change lower wire feed speed level on
creep start and also wire feed speed upslope with SETUP functions.
31. Hot start, spot weld timer:
Hot start function is used to reduce start faults in welding of well heat conductive materials
such as aluminium. Hot start is in use with 1-MIG and PulsedMIG. In 4T mode hot start the
time is set with switch function (see picture), in 2T mode the time is set with the parameter
of SETUP function. Hot start level can be changed with SETUP function when needed.
Spot weld timer is normally switched off. The timer is switched on with SETUP function
by setting the spot weld time as different from zero, and correspondingly switched off by
setting the spot weld time as zero. Spot weld time is switched on with 2T switch function,
in which case hot start is selected (the LED is on) but not in use when spot weld time is
over zero. Hot start has to be selected in order to use spot weld. Current during spot weld
time is the same as hot start current.
32. Crater filling, 1-MIG and PulsedMIG:
Crater filling is used to reduce weld defects caused by end crater. With 4T switch function
at the weld end you get, during pressing gun’s start switch, a steplessly decreasing welding
power, which fills end crater in a controlled way. With 2T mode the decreasing time is cons-
tant. Decreasing speed of welding power and decreasing time can be changed with SETUP
function when needed.
33. Selecting key for MIG auxiliary functions.
Auxiliary functions can be switched on independently from each other, either together or
separately both with 4T and 2T.
Note! With longer creep start times creep start and hot start cannot be switched on at the
same time.
Creep start, 30
Wire feed speed/power
Start switch
Welding current
Hot-start, 31
Crater filling, 32
Wire feed speed/power/
welding current
Start switch 4T
3.7. DOUBLE PULSE
3.8. MIG AUXILIARY FUNCTIONS
3.9. TESTING THE GAS FEED
By pressing the gas-feed test key, you can make the shielding gas flow without star-
ting the power source or the wire feed. This enables the measuring of the gas flow
with an external measuring device.
The gas flow will cease when you press the same key again or the gun trigger. If you
do not press the key again, gas flow will cease automatically in 20 seconds.