Calling tool data from a program – HEIDENHAIN PT 855 for Turning User Manual
Page 31
I - 3
Programming POSITIP
32
Operating Instructions
POSITIP 855
ENT
4
Call tool data from the tool table.
Operating mode:
PROGRAMMING AND EDITING
T o o l n u m b e r ?
Calling tool data from a program
Chapter I - 2 explained how to enter tool data (lengths) into the tool
table.
The tool lengths stored in the table can also be called from a pro-
gram — you don't need to select the new tool lengths from the ta-
ble with the vertical arrow keys every time you change the tool
during program run.
The
TOOL CALL
command automatically pulls the tool lengths
from the table.
If you enter a different tool axis in the program than is
stored in the table, POSITIP will store the new tool axis
in the table.
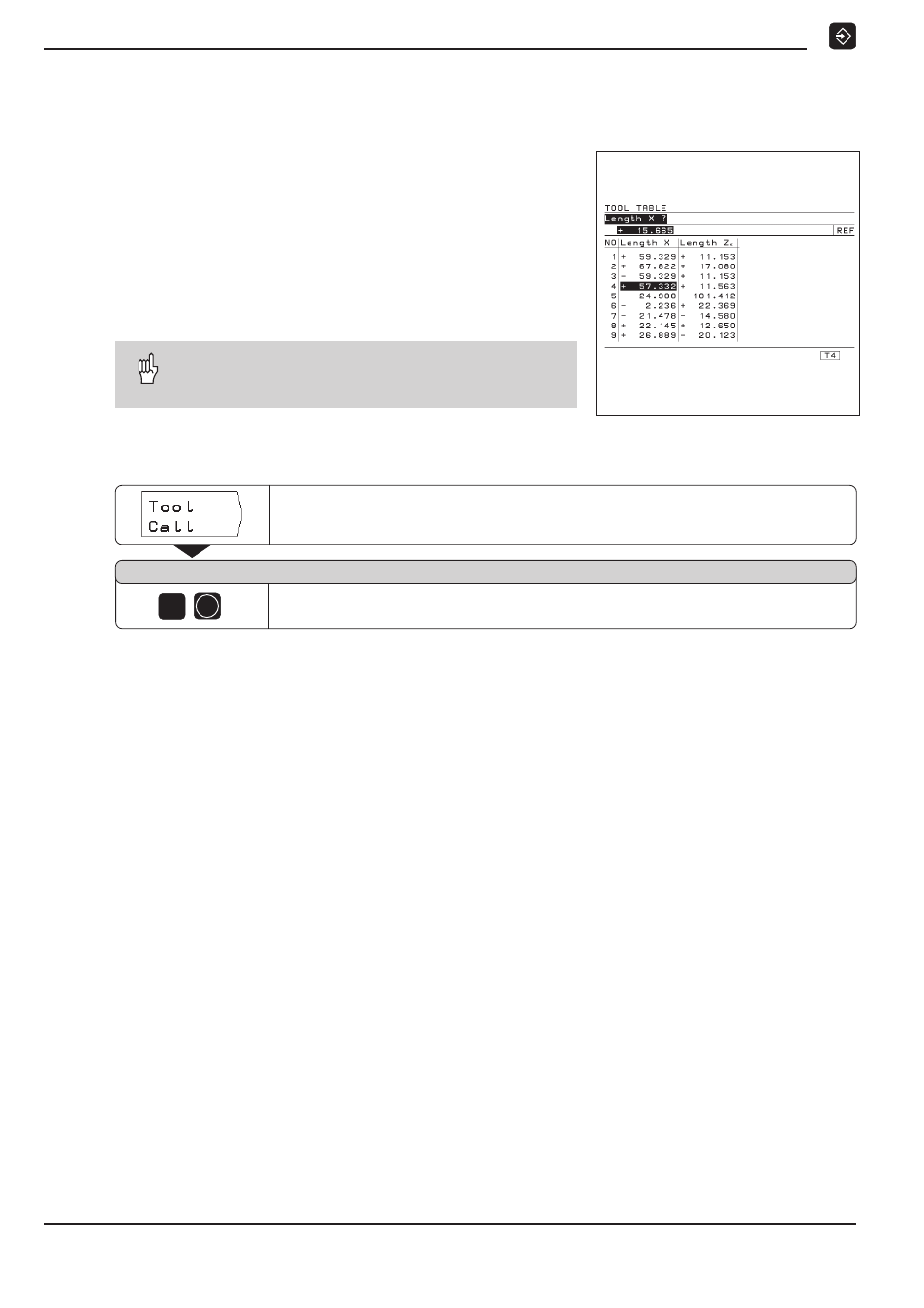
Enter the tool number (4, for example) under which the tool lengths are stored
in the tool table. Confirm your entry.
Fig. 23: The tool table on the screen