HEIDENHAIN PT 855 for Turning User Manual
Page 36
I - 3
Programming POSITIP
POSITIP 855
Operating Instructions
37
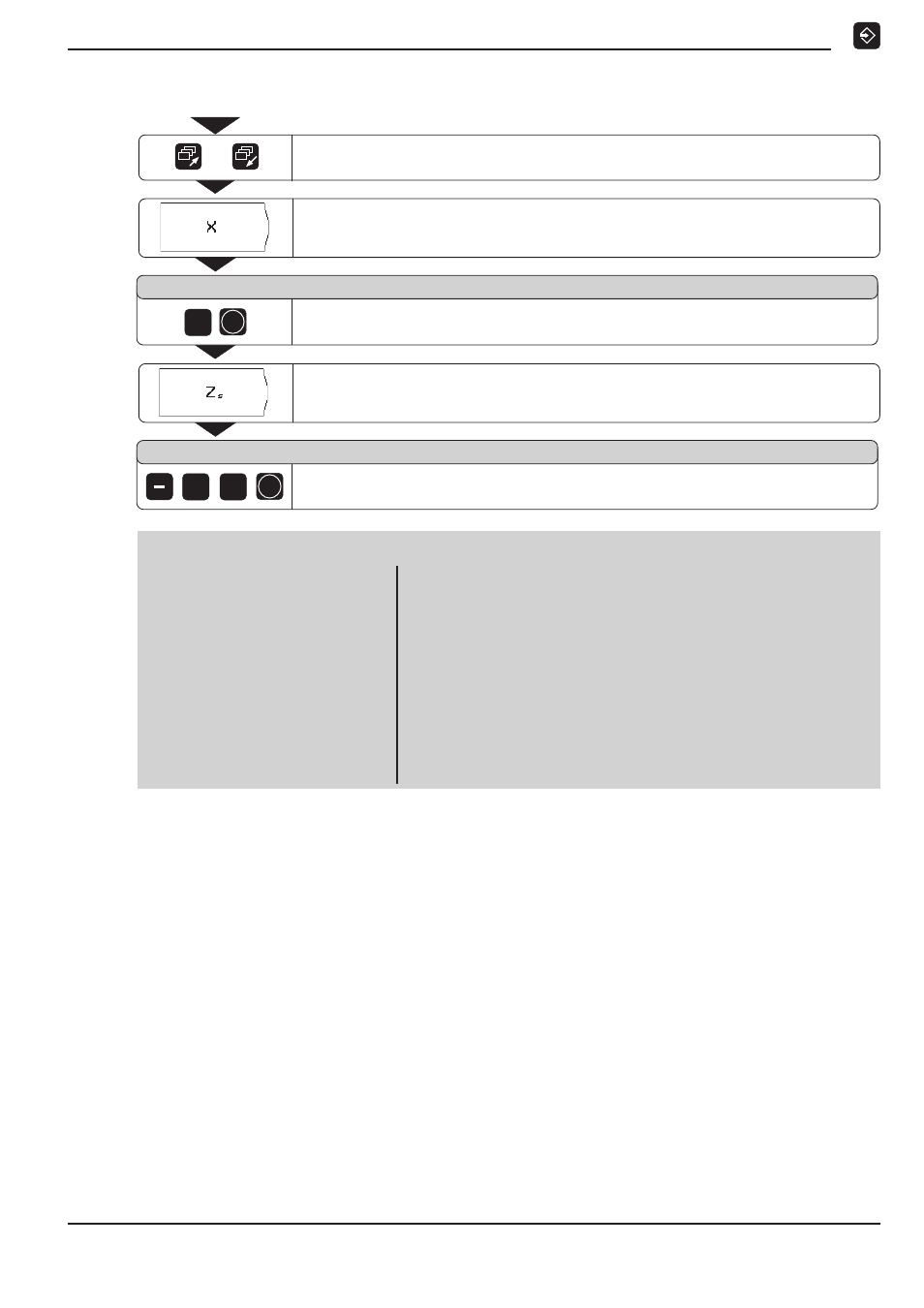
Multipass cycle
Go to the first soft key row.
/
Select the coordinate axis (X axis).
N o m i n a l p o s i t i o n v a l u e ?
ENT
5
Select the coordinate axis (Z
S
axis).
N o m i n a l p o s i t i o n v a l u e ?
ENT
3
0
Program blocks
0
BEGIN PGM 20
MM
Start of program, program number and unit of measurement
1
X+80.000
Pre-position tool in the X axis
2
Z+20.000
Pre-position tool in the Z axis
3
X+50.000
Approach the workpiece (X axis)
4
Z+0.000
Approach the workpiece (Z axis)
5
CYCL 3.0 MULTIPASS
Coordinates for a Multipass cycle follow this block
6
X+10.000
X coordinate of the shoulder
7
Z–30.000
Z coordinate of the shoulder
8
X+80.000
Retract (X axis)
9
Z+20.000
Retract (Z axis)
10
END PGM 20
MM
End of program, program number and unit of measurement
The cycle is performed in the operating mode
EXECUTE PROGRAM
(see Chapter I - 4) by traversing to display value zero with any
number of infeeds.
Enter the
nominal position value
(X = 5 mm). Confirm entry.
Enter the
nominal position value
(Z
S
= –30 mm). Confirm entry.