Example: groups of holes with several tools, 5 programming examples – HEIDENHAIN TNC 310 (286 140) User Manual
Page 168
9 Programming: Subprograms and Program Section Repeats
156
9.5 Programming Examples
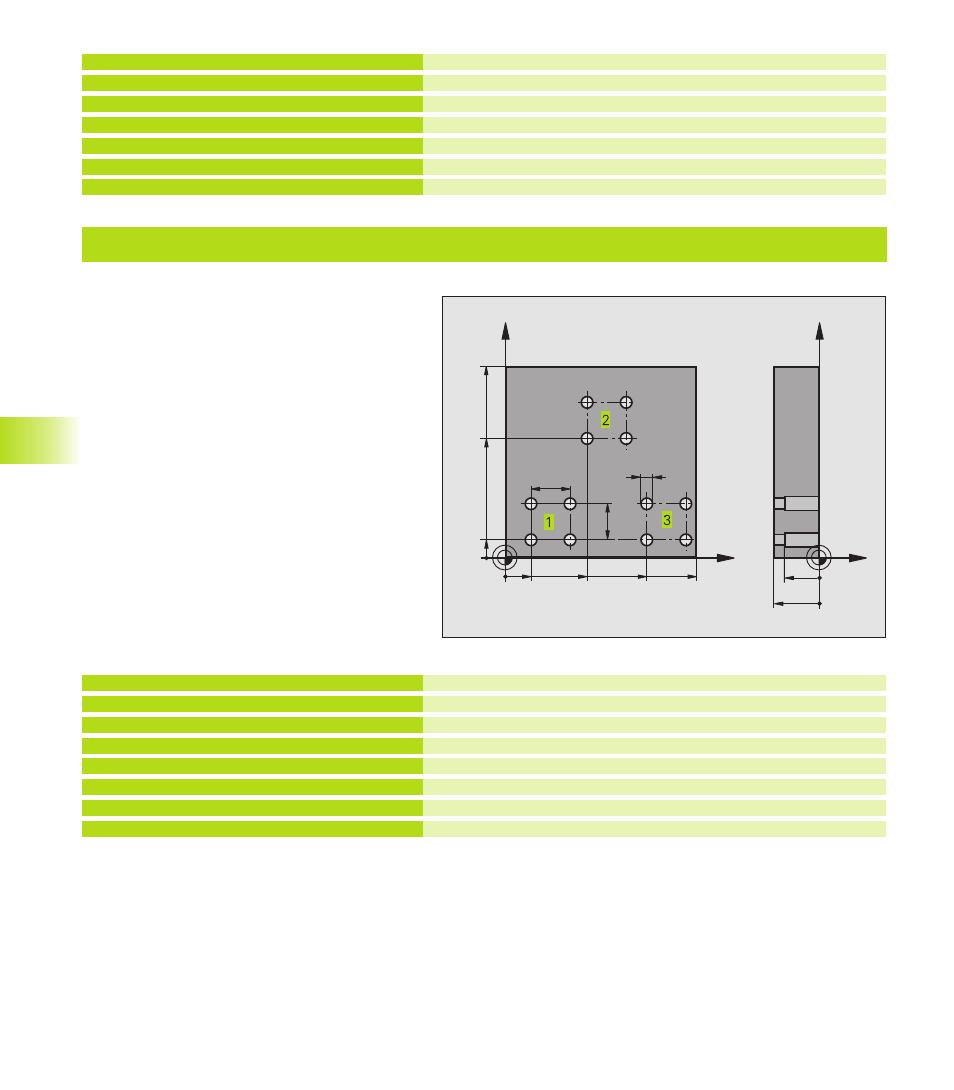
Example: Groups of holes with several tools
Program sequence
■
Program the fixed cycles in the main program
■
Call the entire hole pattern (subprogram 1)
■
Approach the groups of holes in subprogram
1, call group of holes (subprogram 2)
■
Program the group of holes only once in
subprogram 2
14 LBL 1
15 CYCL CALL
16 L IX+20 R0 F MAX M99
17 L IY+20 R0 F MAX M99
18 L IX-20 R0 F MAX M99
19 LBL 0
20 END PGM UP1 MM
Beginning of subprogram 1: Group of holes
1st hole
Move to 2nd hole, call cycle
Move to 3rd hole, call cycle
Move to 4th hole, call cycle
End of subprogram 1
0 BEGIN PGM UP2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+4
4 TOOL DEF 2 L+0 R+3
5 TOOL DEF 3 L+0 R+3.5
6 TOOL CALL 1 Z S5000
7 L Z+250 R0 F MAX
Define tool: center drill
Tool definition: drill
Define tool: reamer
Call tool: center drill
Retract the tool
X
Y
15
60
100
100
75
10
45
20
20
5
Z
Y
-20
-15