2 f undamentals of p ath f unctions – HEIDENHAIN TNC 310 (286 140) User Manual
Page 71
59
HEIDENHAIN TNC 310
6.2 F
undamentals of P
ath F
unctions
Creating the program blocks with the path function keys
Use the path function keys to open a conversational dialog. The
TNC asks you successively for all the necessary information and
inserts the program block into the part program.
You may not program controlled and non-controlled axes
in the same block.
Example — programming a straight line:
Initiate the programming dialog (here, for a
straight line).
Coordinates ?
<
10
Enter the coordinates of the straight-line end
point.
5
Transfer the coordinates of the selected axis:
Press ACTUAL POSITION soft key (second soft-
key row)
Radius comp.: RL/RR/NOcomp. ?
<
Select the radius compensation (here, press the
RL soft key — the tool moves to the left of the
programmed contour).
Feed rate
F=
<
100
Enter the feed rate (here, 100 mm/min), and
confirm your entry with ENT.
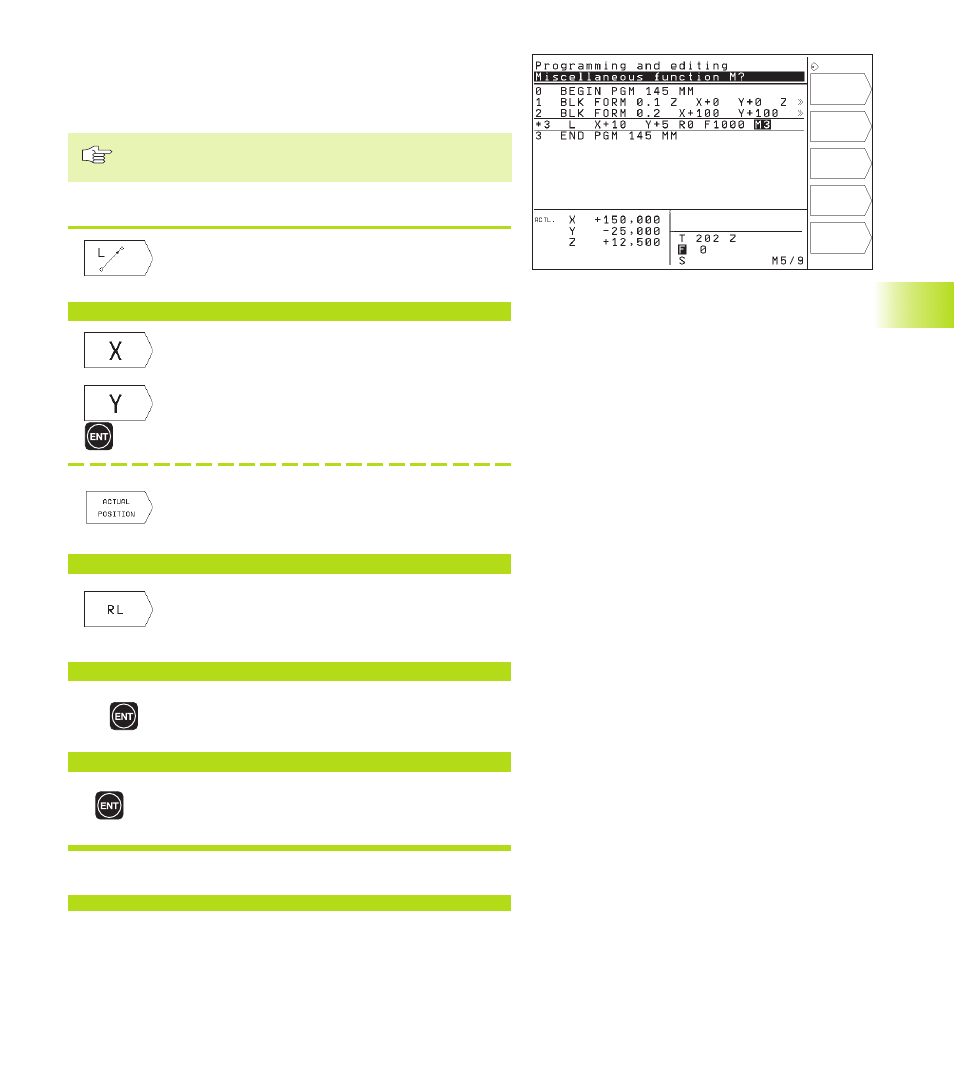
Miscellaneous function M ?
<
3
Enter a miscellaneous function (here, M3), and
terminate the dialog with ENT.
The part program now contains the following line:
L X+10 Y+5 RL F100 M3