Flowserve MARK 3 GROUP 4 User Manual
Page 37
MARK 3 GROUP 4 USER INSTRUCTIONS ENGLISH 71569286 08-12
Page 37 of
48
flowserve.com
®
recommended], press the bearing on shaft with
the aid of a sleeve designed to push the inner
race only. Note that the bearing must remain
square to the shaft during assembly and that the
inner race must seat on the shaft shoulder.
Protect the bearing by wrapping with a clean, lint
free cloth.
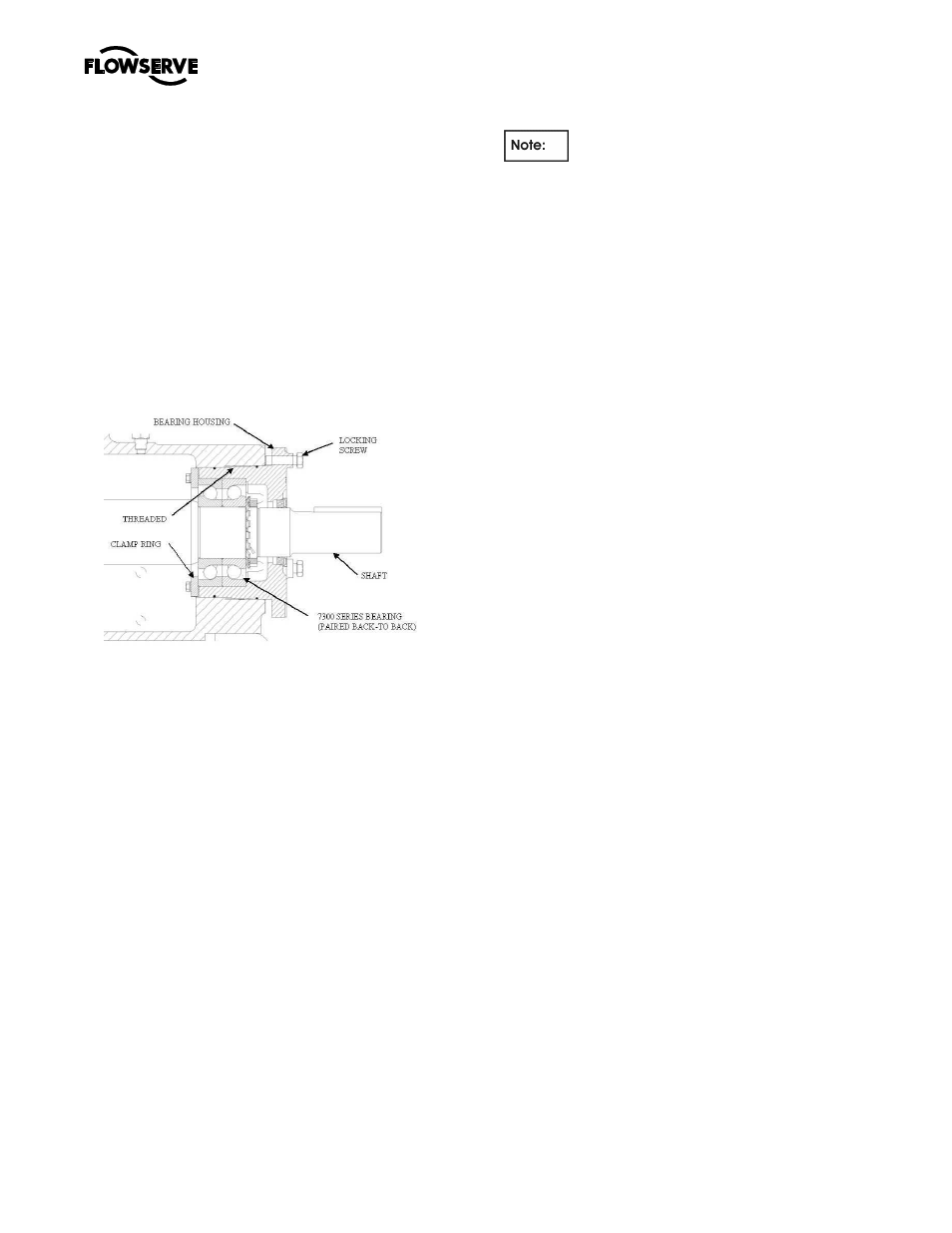
6.10.3 Thrust bearing
a) Pack thrust bearing with grease if the bearings
are being grease lubricated.
b) Place the thrust bearing clamp ring [2542]
loosely over the shaft on the largest diameter.
c) Install the angular contact bearings [3031] on the
shaft [2110] using the same procedure as
described in step 6.10.2. The bearings are
mounted back to back as shown.
Bearing arrangement
d) Slide the bearing lockwashers [6541] on the shaft
and fit the bearing locknut [3712]. Tighten the
locknut snugly and allow to cool. Check the
tightness and bend one tab on the lockwasher
into a slot in the locknut. Protect the bearings
from contamination.
e) Carefully install the IN seal [4300.2] in the thrust
bearing housing [3240] by pressing it squarely
into the bore. The primary sealing lip [spring
loaded] on seal should be installed facing the
bearing. A small amount of sealant may be
applied on the O.D. of the seal prior to its'
installation.
f) Lubricate the O-rings [4610.3] with the bearing
lubricant and assemble it into the groove of the
outer circumference of the thrust bearing housing
[3240].
g) Lubricate the inside bore of the thrust bearing
housing [3240] and assemble it over the thrust
bearings. Care must be taken to prevent
damage of the seal on the shaft.
h) Using capscrews and lockwashers, attach the
thrust bearing clamp ring [2542] to the thrust
bearing housing [3240]. Lock the threads using
Loctite 242 or equivalent.
The thrust bearing clamp ring [2542] is
provided with one extra hole midway between two
adjacent bolt holes to permit free oil flow. On oil
lubricated units, this hole must align with the cast oil
return at the bottom of the thrust bearing housing
bore. For grease lubricated units, this hole should be
oriented away from the cast oil return slot at the
bottom the thrust bearing housing bore.
Tighten the capscrews evenly ensuring that the
clamp ring is not distorted and gap to the bearing
housing is even all around. Tighten in accordance
with section 6.6.
6.10.4 Frame assembly
a) Place the bearing frame in a vertical position with
the large flange resting on wooden support
blocks sufficiently high to allow the shaft from
contacting the floor when it is installed.
b) Lift the shaft assembly into a vertical position and
lower it into the bearing frame [3130].
c) Screw the thrust bearing housing into bearing
frame housing at least 7 revolutions to prevent
the assembly from coming apart when lifting.
d) Place the bearing frame assembly into a
horizontal position.
e) Install the setscrews [6577].
f) Carefully install the INPRO seal [4300.2] in the
line bearing frame [3130] by pressing it squarely
into the bore. A small amount of sealant may be
applied on the O-ring of the seal prior to its'
installation.
g) Install the coupling key [6700] and tape to the
shaft.
h)
Mount a dial indicator to the bearing frame [3130]
and indicate shaft under bearing frame flange
(approx. mid way between impeller mounting face
and end of sleeve area. Rotate shaft and check that
run-out does not exceed 0.050 mm (0.002 in.).
6.10.5 Stuffing box
6.10.5.1 All
a) Install the gland studs [6572] using Loctite grade
A or equivalent. The gland studs [6572] on water
cooled stuffing boxes must be sealed with pipe
sealant. If only two gland studs are used, the
remaining two tapped holes must be plugged
with set screws or short capscrews. To ensure
proper sealing, the chamber can be tested to a
design pressure of 75psi.
b) Press the stuffing box neck bush [4132] into the
stuffing box [4110], ensuring that it seats squarely
on the shoulder.
c) Lubricate the shaft [2110] at the impeller position,