Tool sharpness – Smithy Midas 1220 XL User Manual
Page 39
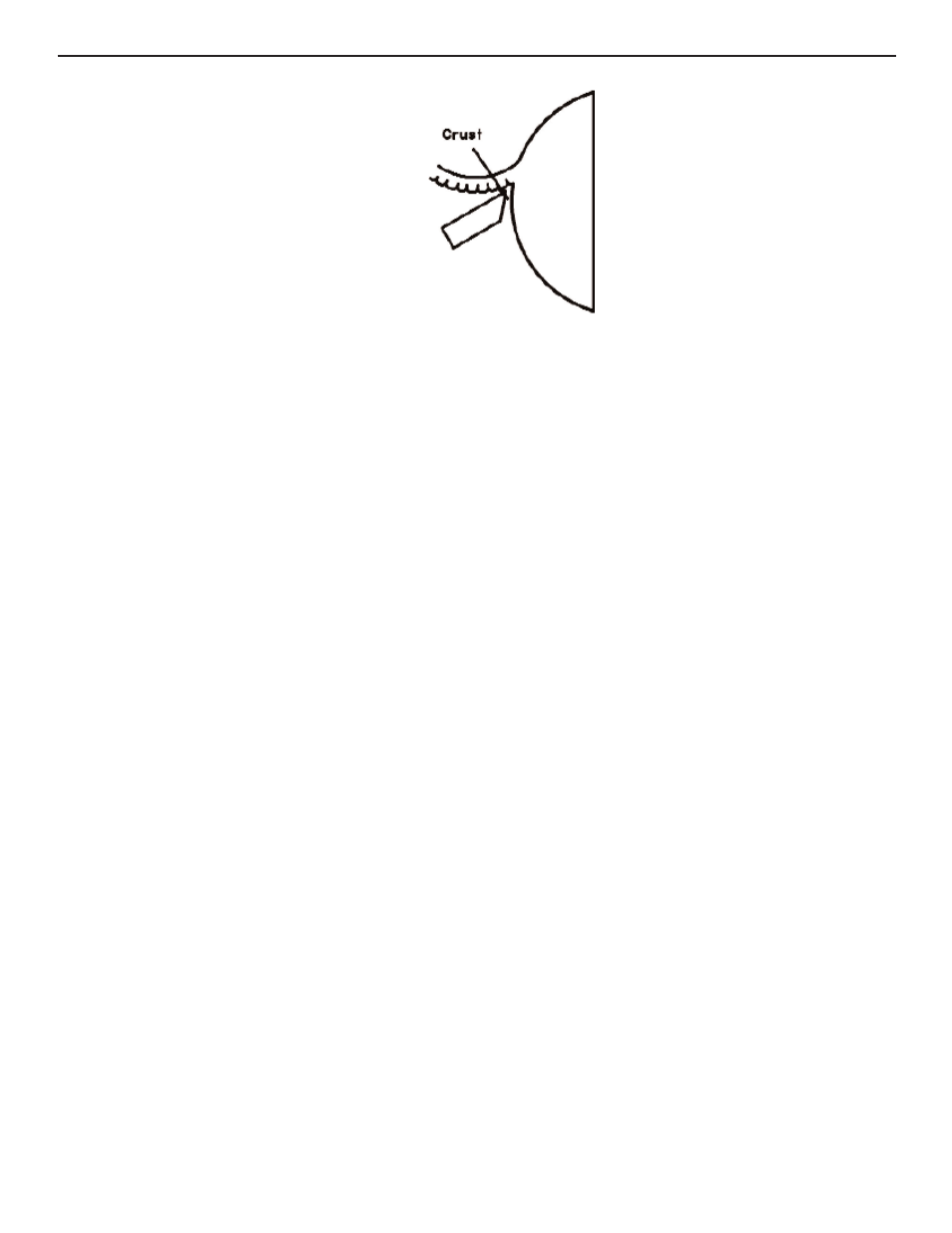
Figure 8.2 Wedging-off action in cutting hard steel. Note the false edge or crust
that builds up on the cutting edge.
On harder substances, the wedging force compresses, rises to the shearing point, and
shears. Then it builds up and shears again, repeatedly. You can see this in the distortion
of chips when cuts are heavy and materials hard.
When the shearing vibration synchronizes with the natural vibration period of any part of
the tool, toolholder, or workpiece, chatter occurs. You eliminate chatter by changing one
of the harmonizing factors: making the tool more rigid, holding the cutter closer up in the
toolholder, backing the toolholder farther into the toolpost, or altering the feed of the tool,
operating speed of the lathe, or angle of the cutter bit to the workpiece.
Tool Sharpness
Instead of being the all important factor in determining tool performance, keenness of the
cutting edge is just one of many factors. On rough or heavy cuts, it is far less important
than strength, because a false cutting edge or crust usually builds up on the tool edge,
and though the edge dulls, its angle often increases the cutting tool's efficiency by
increasing its wedging action. Cutter shape is usually more important than edges, which
generally are rough-ground and require honing for fine finishing cuts or work in soft,
ductile materials like brass or aluminum.
Lack of clearance, which lets a tool drag on the work below the cutting edge, is a break
on the lathe, greatly reducing pressure on the cutting point and interfering with tool
performance more than edge dullness. At the same time, excessive clearance weakers a
tool because of insufficient support to the cutting edge. Such an edge will break off if you
use the tool on hard materials.
Clearance requirements change with almost every operation, but there are certain
standards for all aspects of the cutting tool. You must not only provide clearance from the
cutting edge; there must also be end and side clearance. To help the chip pass with
minimum resistance across the top of the tool, it should often have top rake as well. You
determine the shapes and rakes to which you'll grind your tools by the tool holder you
use. The Midas 1220 XL has a four-sided turret toolpost that accommodates up to four
high-speed-steel (HSS), carbide-tipped, or indexable carbide turning tools.
Metalcutting Theory
8-2
Or Visit www.smithy.com