Smithy Midas 1220 XL User Manual
Page 98
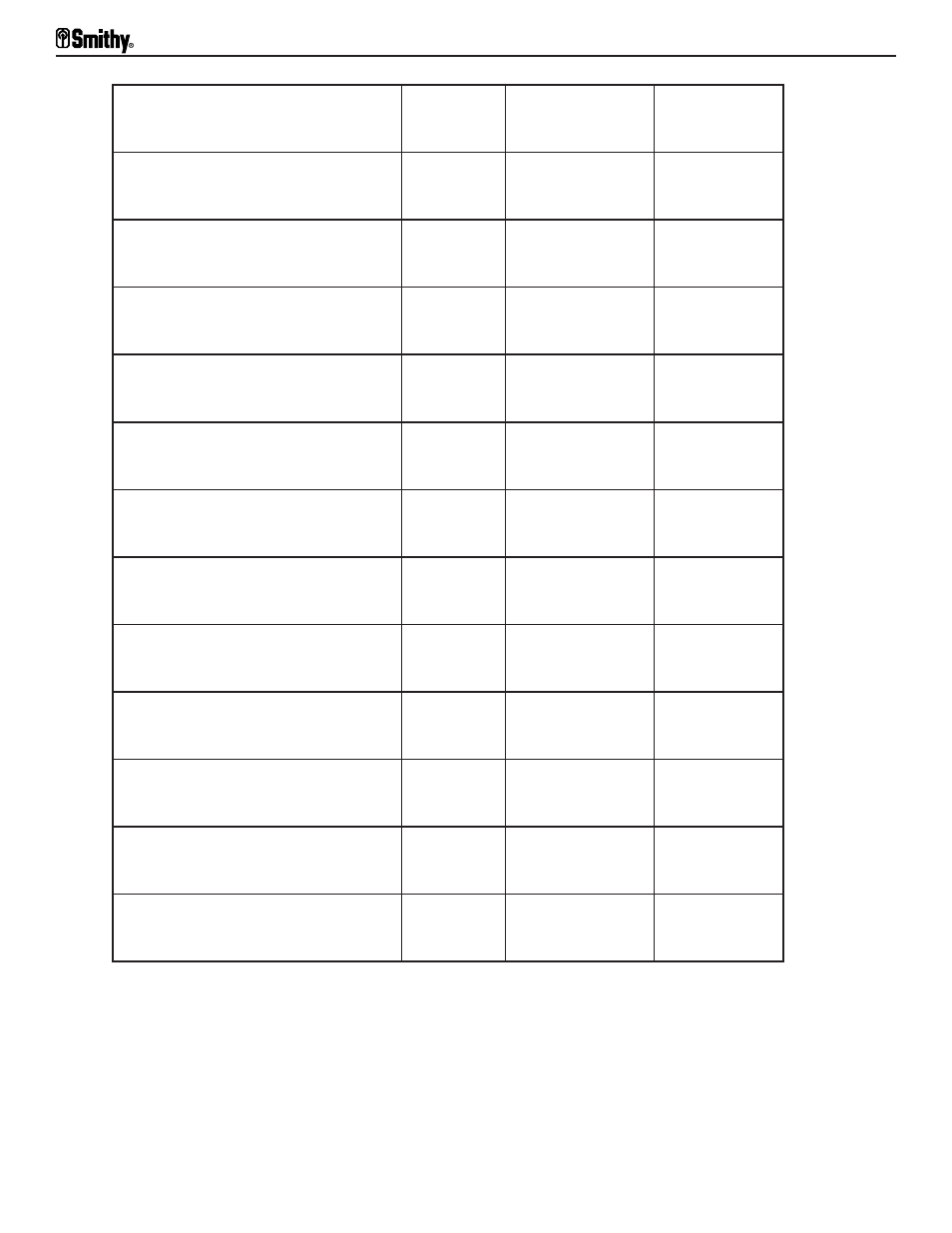
Table 22.1 Recommended Cutting Speeds for Milling (fpm)
Material
Brinell
Hardness
High-Speed-Steel
Cutters
Carbide
Cutters
Free-machining low carbon
1111
steel resulphurized 1112
100-150
150-200
120-160
120-180
400-600
400-900
Free-machining low carbon
10L18
steel leaded
12L14
100-150
150-220
100-225
110-250
250-500
250-600
Plain low-carbon steels1006
1026
100-125
125-175
80-150
80-140
300-600
250-500
Plain medium-carbon steels
1030
1095
125-175
175-225
80-140
60-110
250-500
225-400
Plain high-carbon steels
1060
1095
125-175
175-225
70-120
60-110
250-450
225-400
Tool Steels
W1-W7
H20-H43
D1-D7
150-200
200-250
200-250
80-120
40-85
30-60
300-350
175-300
100-200
Stainless Steel
302
430F
135-185
135-185
70-100
100-140
225-350
350-450
Gray Cast Iron
ASTM Class 20
Through Scale
Under Scale
110-160
140-200
130-225
350-700
400-800
Aluminum
Cold-drawn
wrought alloys
500-800
1000-1800
Aluminum
Casting Alloy
(as cast)
600-1000
1200-2000
Brass
360 free-cutting,
cold-drawn
300-500
600-1000
Bronze
220 commercial
annealed
80-140
180-275
22-3
For Assistance: Call Toll Free 1-800-476-4849
Midas 1220 XL Operator’s Manual