Cutting internal threads – Smithy Midas 1220 XL User Manual
Page 82
After the last finish cut, it is common to reverse the feed and take one last, fine cut with
the tool coming out of the work. This last cut, taken without movement of the cross-feed,
avoids a slightly undersized hole because you compensate for any spring in the bar.
Cutting Internal Threads
Internal thread cutting is like external thread cutting, except you have the clearance
restrictions and tool problems of boring. You use the same toolholders, but the cutters
have thread forms and are fed at thread-cutting ratios of feed to spindle revolutions.
Another difference between boring and inside threading is the cutting angle at which the
cutter approaches the workpiece. As with external thread cutting, the internal threading
tool must engage the work on dead center and be held so the cutter coincides with the
workpiece's center radius.
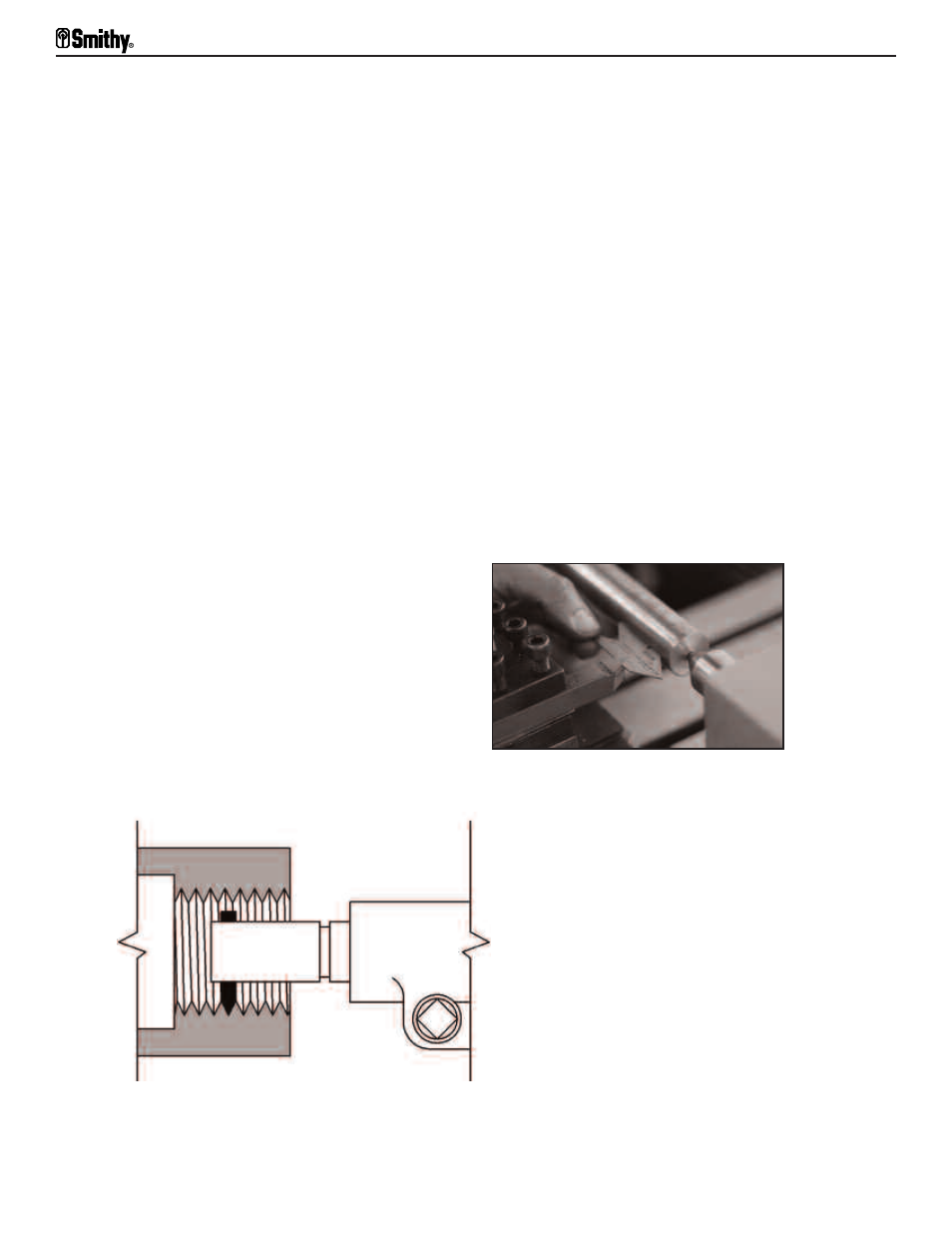
In squaring the cutter with the work, use a center gauge (Figure 16.6) or thread gauge.
Internal cutters require greater end and side clearance, and cutter length is also
restricted because internal thread cutters must have enough end clearance that for
different thread types. the cutter lifts clear of the thread for removal (Figure 16.7). Before
cutting an internal thread, bore the workpiece to the exact inside diameter.
Figure 16.6 Use a center or thread gauge to correct
cutter alignment error when squaring the cutter with
the workpiece.
Figure 16.7 There must be enough end
clearance for the cutter to lift clear of
the thread.
16-4
For Assistance: Call Toll Free 1-800-476-4849
Midas 1220 XL Operator’s Manual