Smithy Midas 1220 XL User Manual
Page 43
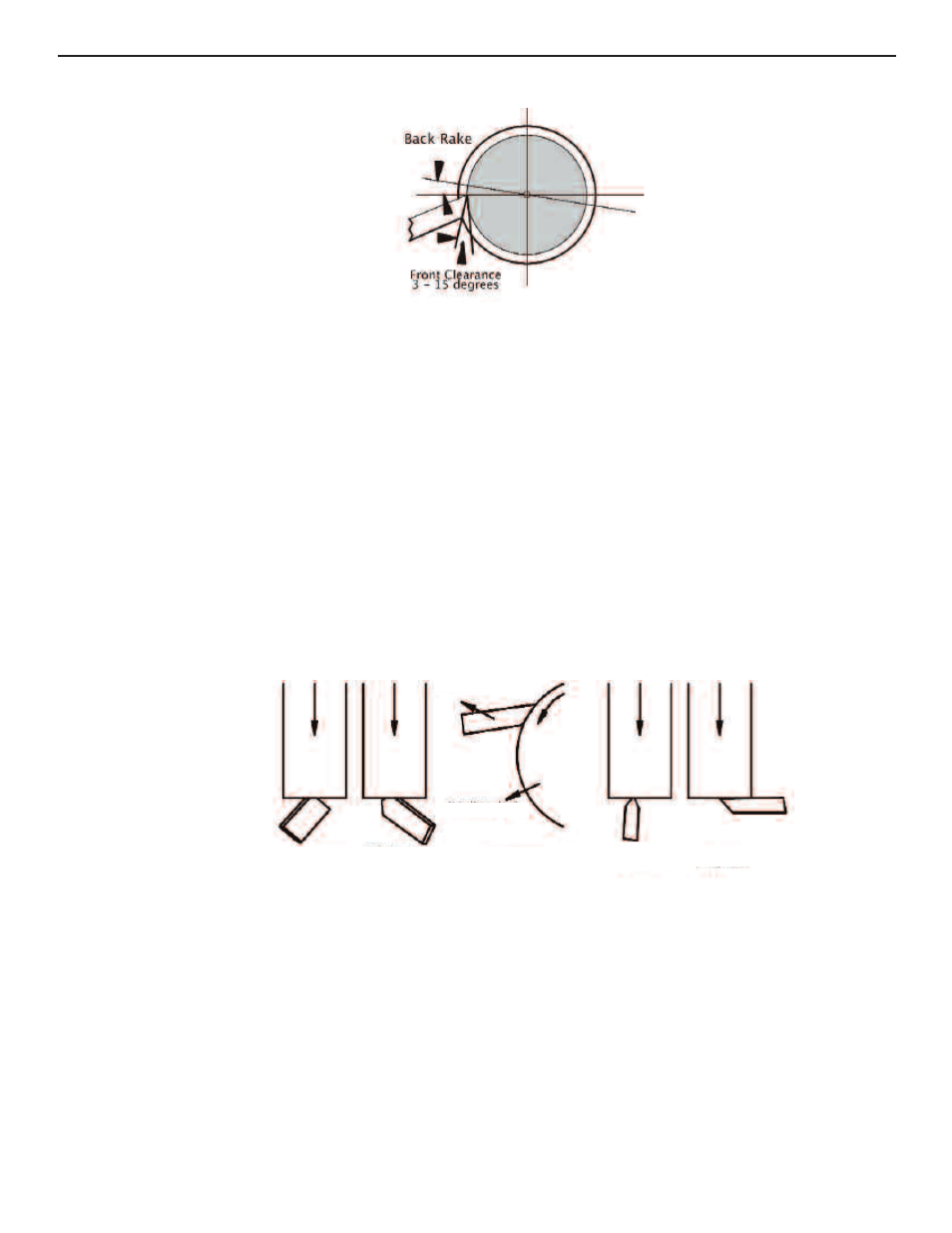
Figure 9.2 The edge weakens if front clearance is too great.
Grind cutters on a true-surfaced, good-quality, medium-grit grinding wheel (preferably an
8", 46-60A-grit or 68A-grit Carborundum wheel) at 6000 or 6500 rpm. When starting with
an ungrounded cutter bit, the procedure (Figure 8.3) is usually to:
1.
grind the left-side clearance
2.
grind the right-side clearance
3.
grind the end form or radius
4.
grind the end clearance
5.
grind the top rake, touching in a chipbreaker.
If you are honing the cutting edge (for fine finishing or machining soft materials), draw
the cutter away from the cutting edge across the oilstone as shown in figure 9.4.
Figure 9.3 Grinding sequence for an unground cutter bit.
Grinding Wheel
Cutter Bit
1. Left Side
Clearance
2. Rigt Side
Clearance
3. End
Clearance
4. Radius
5. Top Rake
Grinding Cutter Bits for Lathe Tools
9-2
Or Visit www.smithy.com