Setting up work in a chuck – Smithy Midas 1220 XL User Manual
Page 58
Setting Up Work in a Chuck
Chucks usually hold work that is too short to hold conveniently between centers or work
requiring machining at, into (boring or inside threading), or across its end. While it is
possible to set up such work on a faceplate, the convenience of chucks has made them
part of every complete lathe. Lathe chucks come in many types and sizes and hold
workpieces of diameters approaching the swing of the lathe.
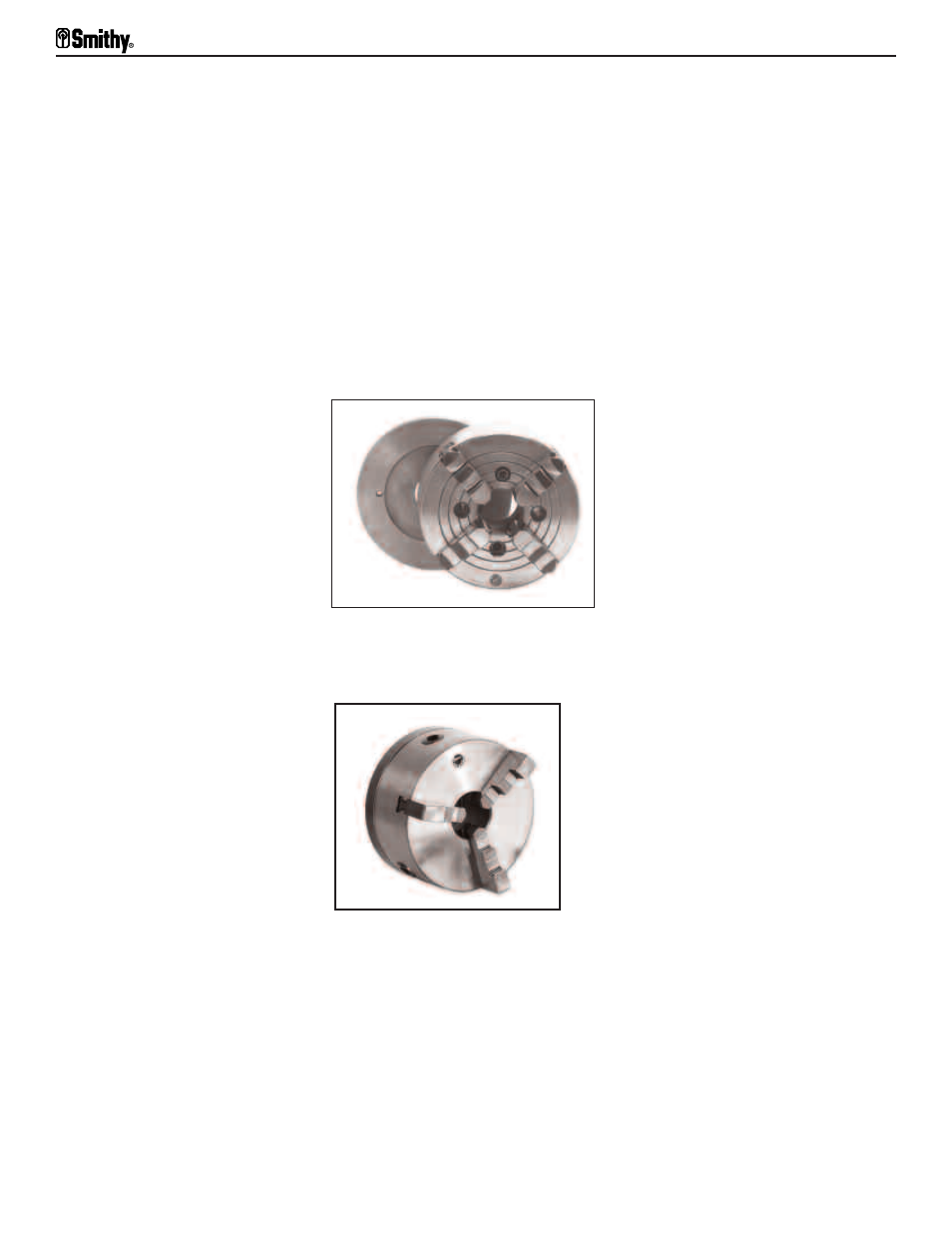
For ordinary use, there are two standard types of headstock chucks. The four-jaw
independent lathe chuck has four holding jaws that can operate independently and adjust
to hold round, square, eccentric, or odd-shaped work (Figure 11.16). The three-jaw
universal geared scroll chuck holds only round or near-round work with three, six, nine,
12, or other multiple-numbered sides. It always holds work concentrically. The three-jaw
chuck has the advantage of being self-centering-all jaws move in or out together (Figure
11.17).
Figure 11.16 Four-jaw independent lathe chucks hold round, square, eccentric
or odd shaped workpieces.
Figure 11.17 Three-jaw universal geared scroll chucks hold round or near-round workpices.
Mounting Work in a Four-Jaw Independent Lathe Chuck
For small-diameter, short work, insert jaws in the chuck with high ends to the center. This
gives the maximum gripping and tool clearance (Figure 10.18). For large-diameter work,
insert the jaws in the chuck slots with the high steps of the jaws to the outside of the
chuck (Figure 11.19).
11-8
For Assistance: Call Toll Free 1-800-476-4849
Midas 1220 XL Operator’s Manual