Setting lathe and mill speeds for the mi-1220 ltd – Smithy Midas 1220 LTD User Manual
Page 29
Setting Lathe and Mill Speeds for the MI-1220 LTD
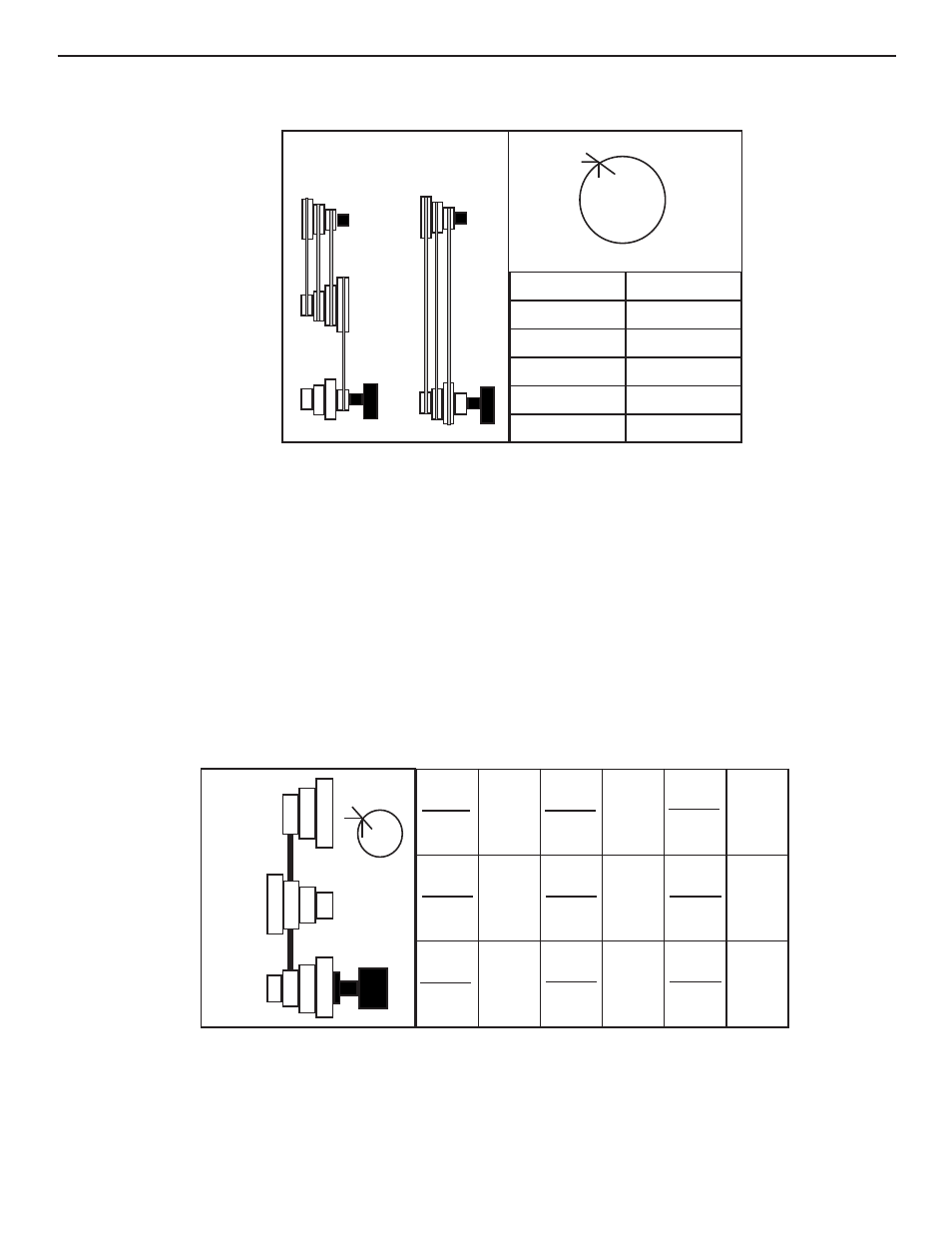
Figure 5.14 Setting Lathe Speeds (RPM)
Changing belts changes lathe speeds. The lower speeds use the two short belts. There is
only one position for the motor pulley to idler pulley belt. It goes on the smallest sheave
of the motor pulley (behind the largest sheave, Figure 5.14) and on the largest sheave of
the idler pulley. For 160 RPM, se the idler pulley to lathe spindle pulley belt on the
smallest sheave of the idler pulley to the largest sheave of the spindle pulley (position C).
Move it in once sheave for 250 RPM (position D) and one more for 400RPM (position E).
For the higher speeds, remove the two small belts and use the single long belt from the
motor pulley to the spindle pulley. For 630 RPM (position F), run the belt from the out-
side sheave (closest to the door) on the motor pulley. Move it one sheave for 1000 RPM
(position G). For 1600 RPM (position H), run it from the largest motor pulley sheave to
the smallest spindle pulley sheave.
Figure 5.15 Setting Mill/Drill Speeds (RPM)
Set mill speeds using various combinations of the mill belts. For 315 RPM, place belt A/B
in position 4 and belt B/C in position 1. For 500 RPM, leave belt A/B belt in position 4 and
move the B/C belt to position 3.
LOW
HIGH
C D E
F G H
X
C
160
D
250
E
400
F
630
G
1000
H
1600
C
X
B
A
3 2 1
1
2
3
4
4 3 2 1
A4 X B1
B4 C1
315
A3 X B1
B3 C1
630
A2 X B3
B2 C3
1250
A4 X B2
B4 C2
400
A2 X B1
B2 C1
800
A1 X B2
B1 C2
1600
A4 X B3
B4 C3
500
A3 X B2
B3 C2
1000
A1 X B3
B1 C3
2000
5: Uncrating and Setting Up the MI-1220 LTD
5-10
Or Visit www.smithy.com