Down milling – Smithy Midas 1220 LTD User Manual
Page 88
Down milling
Down milling usually produces good surface finishes because chips do not sweep back
into the cut. Setups are more rigid, an advantage when cutting thin workpieces held in a
vise or workpieces held in a magnetic chuck. Down milling also produces straighter cuts.
We recommend down milling when using carbide cutters because there is less wear on
the cutting tool. In general, however, avoid it because of the backlash problems
associated with it.
Feed rates. Your feed rate should be as high as your machine, cutting tool, workholding
method, and workpiece can tolerate while giving a good finish. Feed rate is usually given
in inches per minute (ipm). You determine feed rate by the speed of the cutter in rpm
and the number of teeth in the cutter.
There are many factors to consider in selecting the feed per tooth, and there is no easy
formula to follow. Here are several principles to guide you:
• Use the highest feed rate conditions allow
• Avoid using a feed rate below 0.001" per tooth
• Harder materials require lower feed rates than softer materials
• Feed wider, deeper cuts more slowly than narrow, shallow cuts
• Slower feed rates gives a better surface finish
• Never stop the feed before finishing the cut.
If you know the feed in inches per tooth, use this formula to calculate table feed rate in
inches per minute (ipm):
ipm = ipt 5 N 5 rpm
where:
ipt = inches per tooth
N = number of teeth in the milling cutter
rpm = spindle speed of the milling machine.
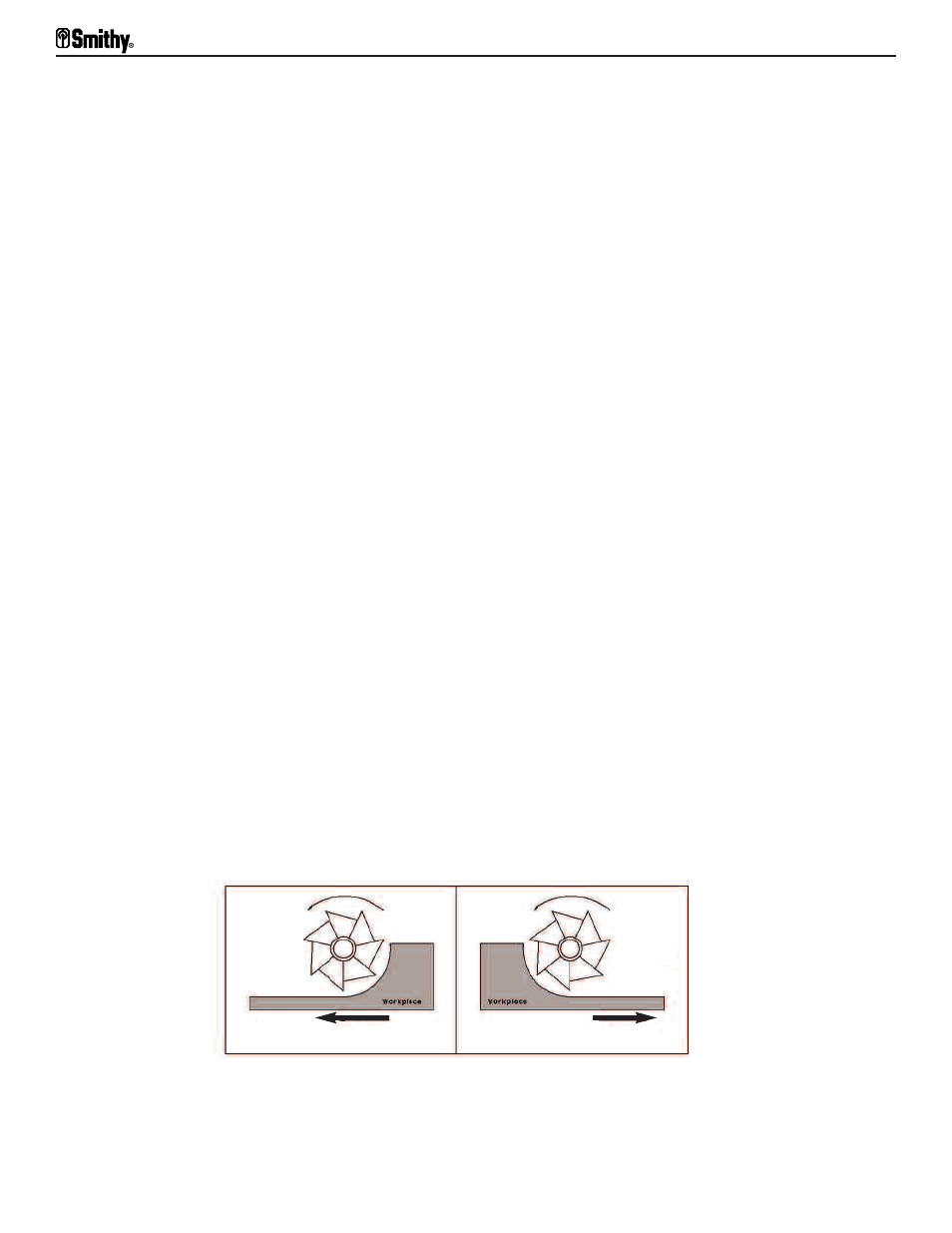
Figure 17.10 In up milling (left), the work piece feeds into the cutter in the opposite
direction of the cutter’s revolutions. In down milling (right), the work piece
feeds into the cutter in the same direction as the cutter is turning.
Midas 1220 LTD Operator’s Manual
17-10
For Assistance: Call Toll Free 1-800-476-4849
Up
Milling
Down
Milling
Feed Direction
Feed Direction