Smithy Midas 1220 LTD User Manual
Page 83
• Geometry forming end mills form particular geometries. They include ball end mills,
roughing end mills, dovetail end mills, T-slot cutters, key seat cutters, and shell end mills.
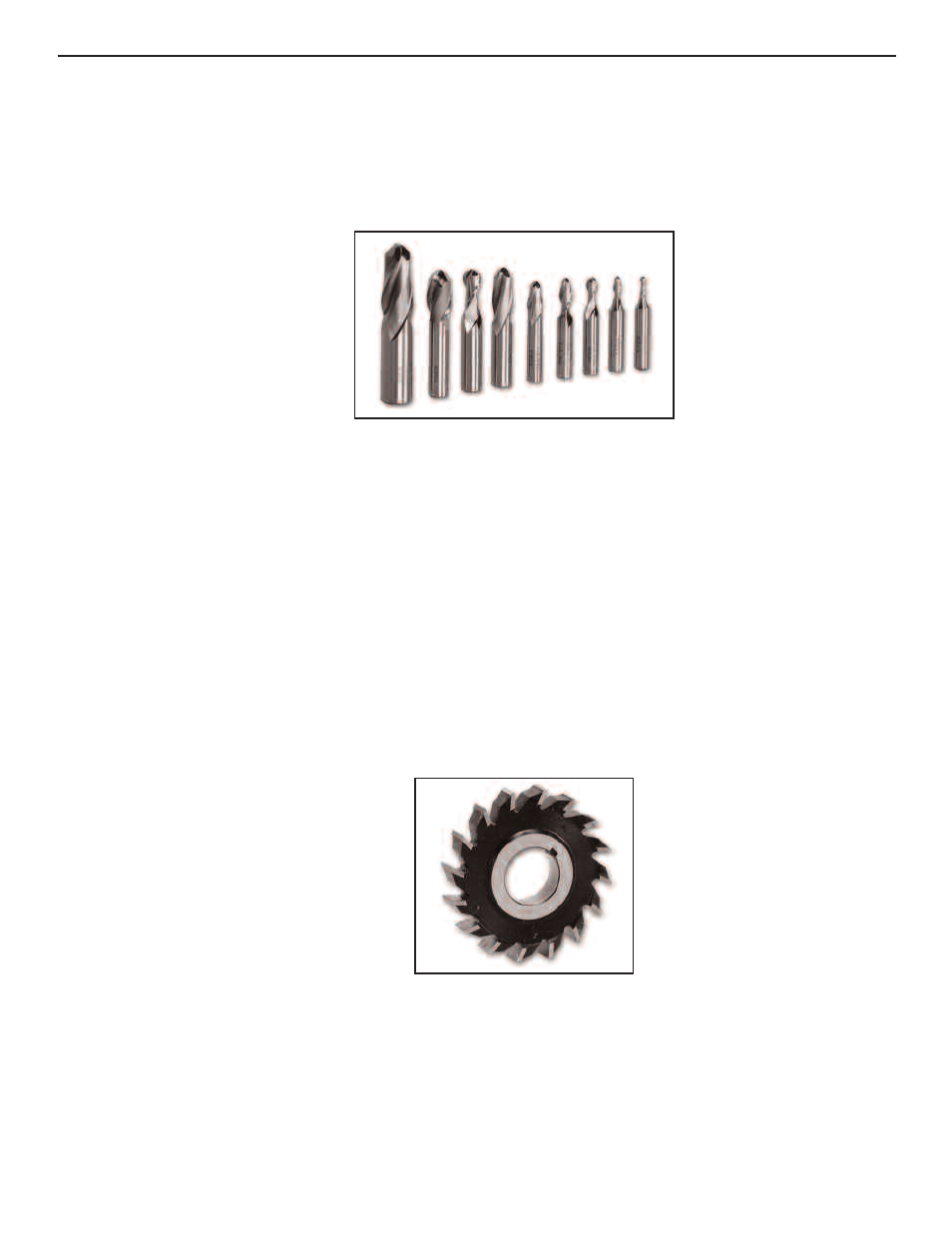
• Ball end mills (Figure 17.6) cut slots or fillets with a radius bottom, round out pockets
and bottoms of holes, and do die sinking and die making. Four-fluted ball end mills with
center cutting lips are available.
Figure 17.6 Ball end mills cut slots or fillets with a radius bottom
• Roughing end mills remove large amounts of metal rapidly with minimum horsepower.
They have three to eight flutes. Also called hogging end mills, they have wavy teeth on
their periphery that pro-vide many cutting edges, minimizing chatter.
• T-slot cutters cut T-slots. After machining a groove for the narrow part of the T-slot with
an end or side mill, finish up with the T-slot cutter.
• Keyseat cutters cut keyseats for Woodruff keys (shaped like a half circle).
• Shell end mills which mill wide, flat surfaces, have a hole for mounting on a short arbor.
The center of the shell is recessed to provide space fro screw or nut that fastens the
cutter to the arbor. The teeth are usually helical, and diameters are as large as 6”.
Figure 17.7 Shell end mills mill wide, flat surfaces and mount on arbors
• Insert-type end mills use replaceable HSS or carbide inserts. Small end mills use two
inserts; larger end mills, three or more.
• Face milling cutters start in size at 2" and have inserted teeth the periphery and face.
Most of the cutting takes place on the periphery. They are similar to, but larger than, shell
end mills.
17: Milling
17-5
Or Visit www.smithy.com