Cutting special form internal threads – Smithy Midas 1220 LTD User Manual
Page 68
cutter approaches the workpiece. As with external thread cutting, the internal threading
tool must engage the work on dead center and be held so the cutter coincides with the
workpiece's center radius.
In squaring the cutter with the work, use a center gauge (Figure 14.6) or thread gauge.
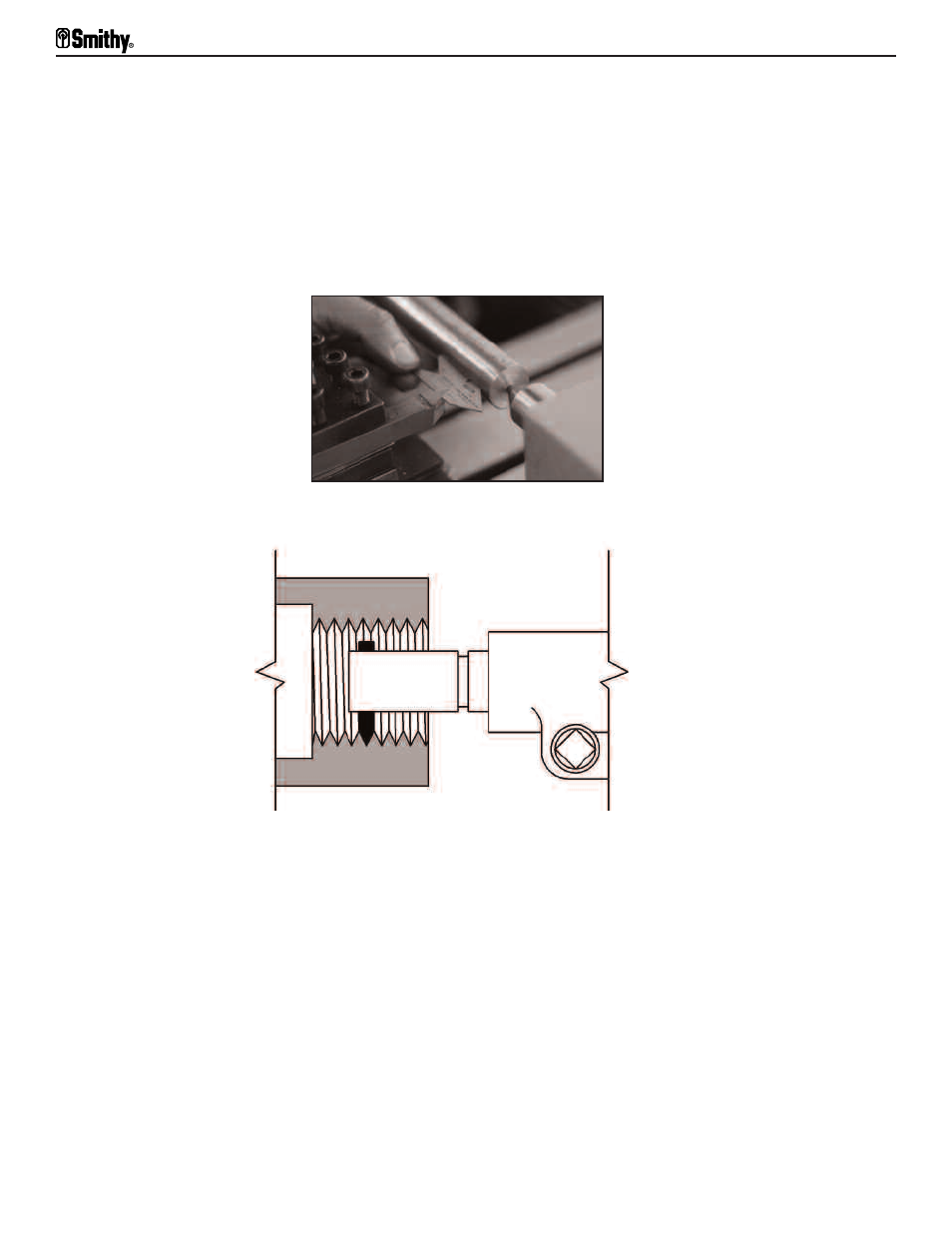
Internal cutters require greater end and side clearance, and cutter length is also restrict-
ed because internal thread cutters must have enough end clearance that for different
thread types. the cutter lifts clear of the thread for removal (Figure 14.7). Before cutting
an internal thread, bore the workpiece to the exact inside diameter.
Figure 14.6 Use a center or thread gauge to correct cutter alignment error
when squaring the cutter with the workpiece.
Figure 14.7 There must be enough end clearance for the cutter to lift clear of the thread.
Because the feed of successive cuts is toward, not away from, the operator, the
thread-cutting set is reversed. Also, you must take lighter cuts because of the cutter's
extension from the toolpost. Take an extra finishing cut without changing the setting of
the compound rest.
Cutting Special Form Internal Threads
You can cut internal forms in all the thread forms used for external threads. There is only
one factor that calls for special attention in cutting special-shaped internal threads: the
difference of clearances between the nut and screw recommended for different thread
types (Figure 14.8). If you don't have recommended clearances, it is safe to cut a nut
thread (internal thread) 0.005" to 0.010" per inch larger in the screws outside diameter.
Midas 1220 LTD Operator’s Manual
14-4
For Assistance: Call Toll Free 1-800-476-4849