Mounting work between centers – Smithy Midas 1220 LTD User Manual
Page 46
If a combination drill is not available, you can drill centers with a small drill and
countersink them with a drill of sufficient diameter ground to a 60° point. A 60° taper is
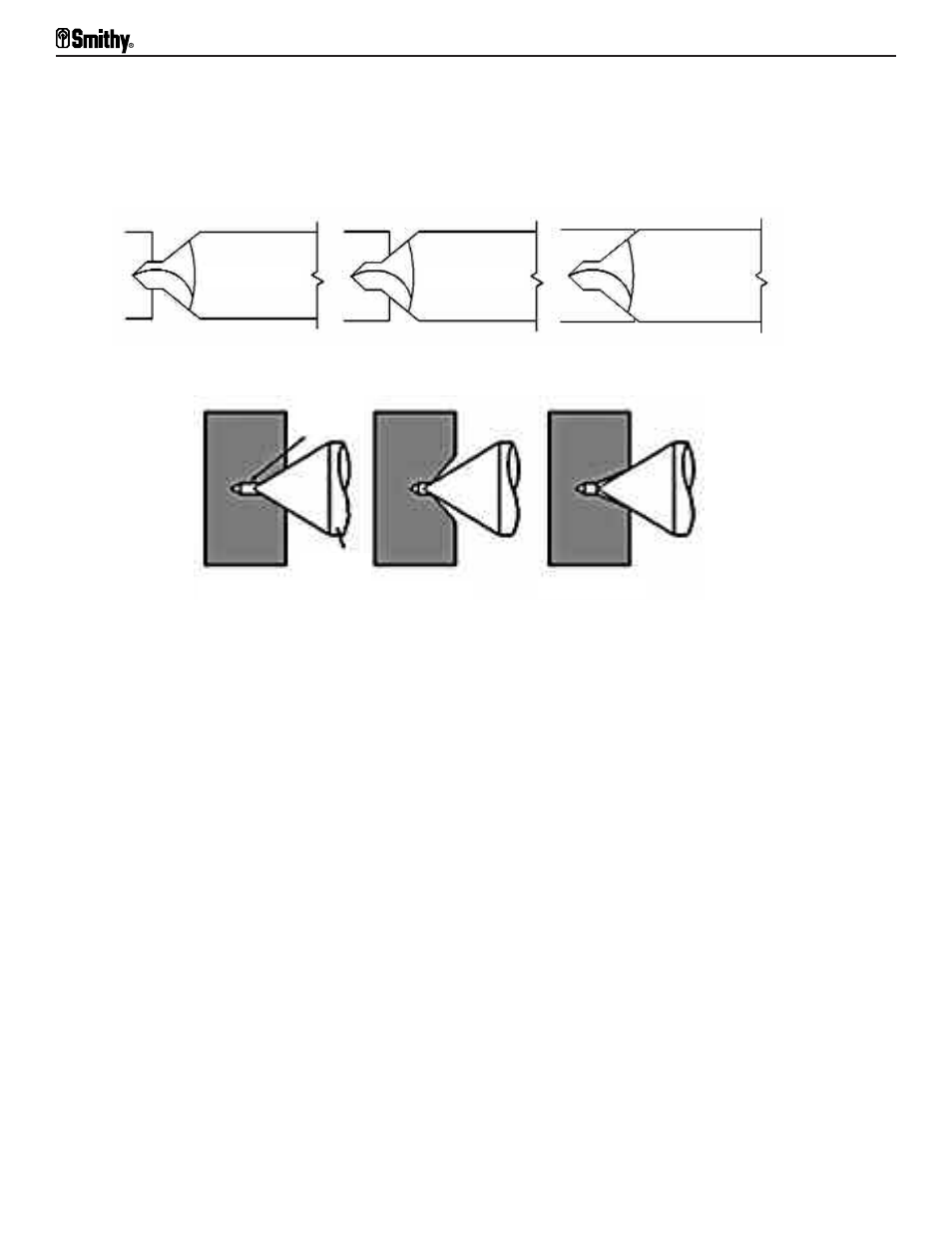
standard for lathe center points. Correct center depth is given in Figure 10.6. Take care
to get an accurate 60° countersink in the center (Figure 10.7).
Figure 10.6 The correct depth of center is illustrated above.
If it's too deep (bottom), only sharp outer edges will contact the center.
Figure 10.7 Counterbore centers with a drill to a 60° point so they fit the lathe centers (A).
Too obtuse (B) or too acute (C) a counterbore will give insufficient bearing,
and destroy the lathe centers.
Mounting Work Between Centers
Remove the chuck from the lathe, bolt the faceplate to the spindle if l angle (Figure 10.8),
and put in both headstock and tailstock centers. Fasten a lathe dog (Figure 10.9) to one
end of the work. For ease of operation, use a live or rotating center in the tailstock end
so you won't need lubrication.
Before centers starting the lathe, make sure the centers don't hold the workpiece too
tightly. Heat may cause the workpiece to expand, so watch for binding. Adjust the
tailstock center so the work turns freely but without end play.
If, after partially machining the workpiece, you find you must machine the stock under
the lathe dog, remove the workpiece from the lathe and place the lathe dog on the
machined end. Then turn this new tailstock center end of the shaft down to the desired
diameter or form.
Midas 1220 LTD Operator’s Manual
10-3
For Assistance: Call Toll Free 1-800-476-4849
Too Shallow
Correct Path
Too Deep
Work
Work
Center
Hole
A
B
C
Lathe
Center
Point
Work