4 t u rn ing cy cles – HEIDENHAIN SW 54843x-03 User Manual
Page 211
HEIDENHAIN MANUALplus 620
211
4.4 T
u
rn
ing cy
cles
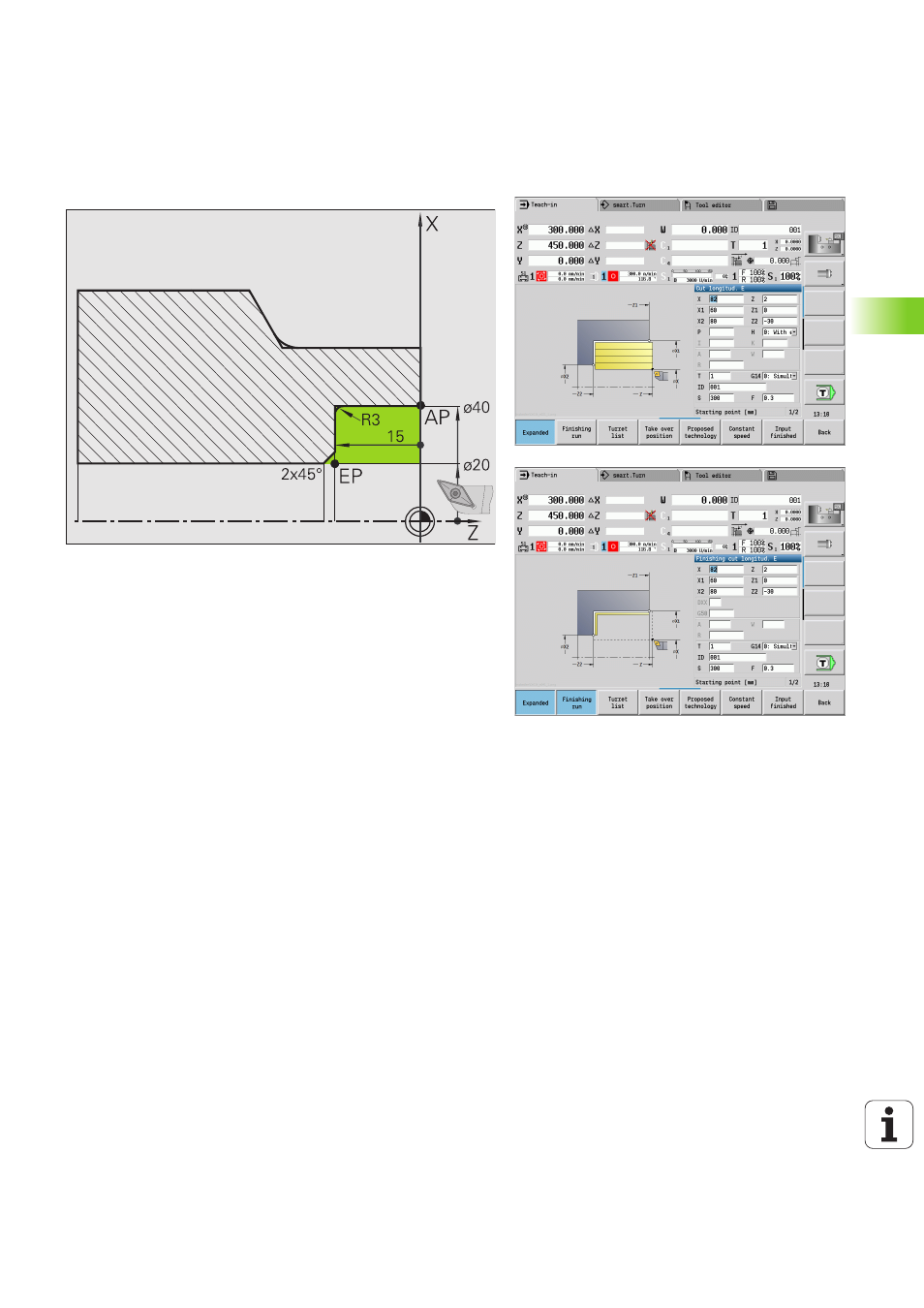
Roughing and finishing an inside contour
The shaded area from AP (contour starting point) to EP (contour end
point) is rough-machined with the cycle Cut longitudinal—expanded,
taking oversizes into account. This contour area is to be finished
subsequently with the cycle Finishing cut longitudinal—expanded.
The rounding arc and the chamfer at the contour end are also
machined in "expanded mode."
The parameters for contour starting point X1, Z1 and contour end
point X2, Z2
determine the cutting and infeed directions—in this
example, internal machining and infeed in positive X-axis direction.
Tool data
Turning tool (for internal machining)
TO = 7 (tool orientation)
A = 93° (tool angle)
B = 55° (point angle)