7 faults; causes and remedies – Flowserve ESP3 User Manual
Page 51
ESP3 USER INSTRUCTIONS ENGLISH 26999943 08-11
Page 51 of 64
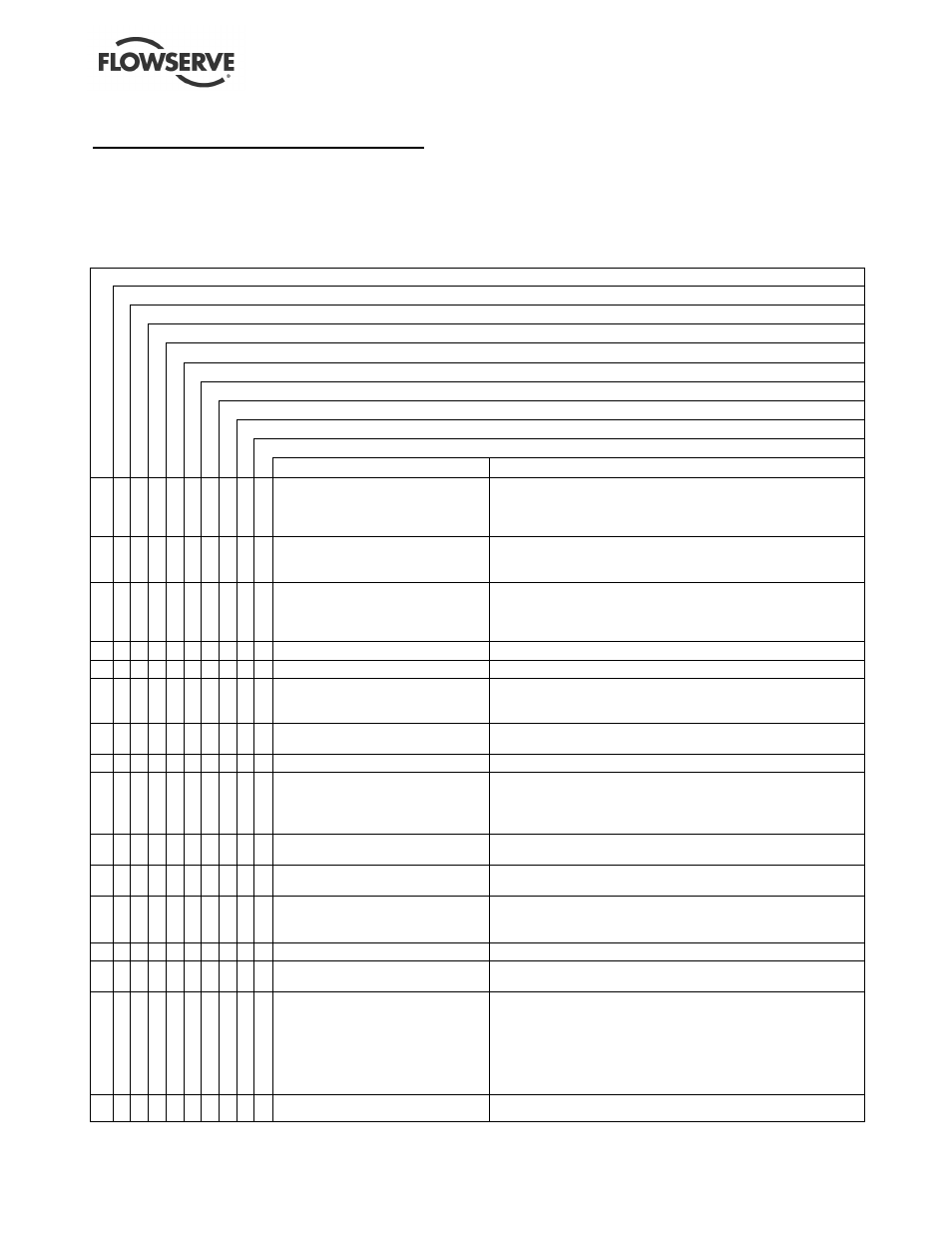
7 FAULTS; CAUSES AND REMEDIES
The following is a guide to troubleshooting problems for the Flowserve ESP pumps. Common problems are
analyzed and solutions offered. Obviously, it is impossible to cover every possible scenario. If a problem
exists which is not covered by one of the examples, than refer to one of the books listed in section 10
Additional sources of information or contact a Flowserve sales engineer or distributor/representative for
assistance.
FAULT SYMPTOM
Pump not reaching design flow rate
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
Pump not reaching design head (TDH)
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
No discharge or flow with pump running
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
Pump operates for short period, then loses prime
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
Excessive noise from wet end
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
Excessive noise from thrust bearing end
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
Pump uses too much power
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
PROBABLE CAUSES
POSSIBLE REMEDIES
Insufficient NPSH. (Noise may not be
present.)
Recalculate NPSH available. It must be greater than the NPSH
required by pump at desired flow. Increase low liquid level in the
sump, lengthen pump or lower fluid temperature to increase the
NPSHa.
System head greater than anticipated.
Reduce system head by increasing pipe size and/or reducing
number of fittings. Increase impeller diameter. (Note: Increasing
impeller diameter may require use of a larger motor.)
Entrained air. Air leak from
atmosphere on suction side.
1. Check for air entrainment sources in the sump.
2. If vortex formation is observed in suction tank, install a vortex
breaker.
3. Check for minimum submergence.
Entrained gas from process.
Process generated gases may require larger pumps.
Speed too low.
Check motor speed against design speed.
Direction of rotation wrong.
After confirming wrong rotation, reverse any two of three leads on
a three phase motor. The pump should be disassembled and
inspected before it is restarted.
Impeller too small.
Replace with proper diameter impeller. (NOTE: Increasing
impeller diameter may require use of a larger motor.)
Impeller clearance too large.
Reset impeller clearance.
Plugged impeller, strainer or casing
which may be due to a product or
large solids.
1. Reduce length of fiber when possible.
2. Reduce solids in the process fluid when possible.
3. Consider larger pump.
4. Clean strainer.
Wet end parts (casing or impeller)
worn, corroded or missing.
Replace part or parts.
Liquid level in sump too low.
If pump and bearing system has run dry for a long period,
disassemble and inspect the pump before operation.
Impeller rubbing.
1. Check and reset impeller clearance.
2. Check outboard bearing assembly for axial endplay.
2. Rapid temperature changes; increase impeller clearance.
Damaged pump shaft, impeller.
Replace damaged parts.
Liquid vortexing in sump.
Add sump vortex breakers to avoid adverse fluid rotation as it
approaches the impeller. Consult ANSI/HI 2.3.5
Bearing contamination appearing on
the raceways as scoring, pitting,
scratching or rusting caused by
adverse environment and entrance of
abrasive contaminants from
atmosphere.
1. Work with clean tools in clean surroundings.
2. Remove all outside dirt from housing before exposing bearings.
3. Use clean solvent and flushing oil.
4. Protect disassembled bearing from dirt and moisture.
5. Clean inside of bearing body before replacing bearing.
6. Check lip seals and replace as required.
7. Check all plugs and tapped openings for tightness.
Speed too high.
Adjust VFD or install proper speed motor.