5 miscellaneous f unctions f or rotary ax es – HEIDENHAIN TNC 620 (340 56x-01) User Manual
Page 215
HEIDENHAIN TNC 620
215
7.
5 Miscellaneous F
unctions f
or Rotary Ax
es
Maintaining the position of the tool tip when
positioning with tilted axes (TCPM): M128
(software option 2)
Standard behavior
The TNC moves the tool to the positions given in the part program. If
the position of a tilted axis changes in the program, the resulting offset
in the linear axes must be calculated, and traversed in a positioning
block.
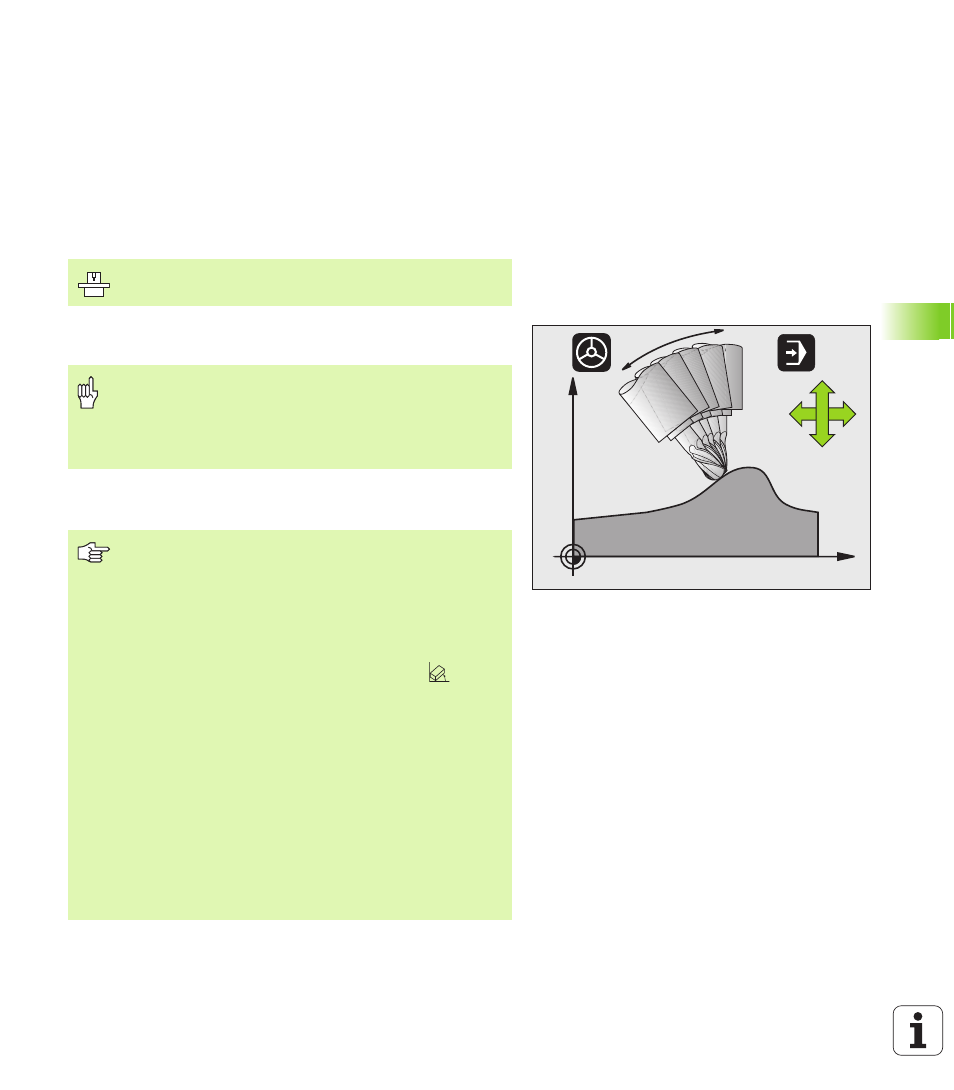
Behavior with M128 (TCPM: Tool Center Point Management)
If the position of a controlled tilted axis changes in the program, the
position of the tool tip to the workpiece remains the same.
After M128 you can program another feed rate, at which the TNC will
carry out the compensation movements in the linear axes.
The machine manufacturer must enter the machine
geometry in kinematic tables.
X
Z
B
Z
X
For tilted axes with Hirth coupling: Do not change the
position of the tilted axis until after retracting the tool.
Otherwise you might damage the contour.
If the M128 function is active, you cannot perform any
handwheel positioning during program run with M118.
Cancel M128 before positioning with M91 or M92 and before
a TOOL CALL.
To avoid contour gouging you must use only spherical
cutters with M128.
The tool length must refer to the spherical center of the
tool tip.
If M128 is active, the TNC shows the symbol
in the
status display.
M128
and M116 cannot be active at the same time: they
exclude each other. M128 executes compensation
movements that must not change the feed rate of the tool
relative to the workpiece. The compensation movement is
carried out very accurately with a separate feed rate—
which you can define in the M128 block—in parallel and
independently of the machining feed rate. When M116 is
active on the other hand, the TNC must calculate the feed
rate at the cutting edge during movement of a rotary axis
in such a way that the programmed feed rate also results
at the cutting edge of the tool (at the tool center point,
TCP). In doing so, the TNC takes into account the distance
of the TCP from the center of the rotary axis.