5 cy cles f or mac hining p oint p a tt er ns – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 206
8 Programming: Cycles
190
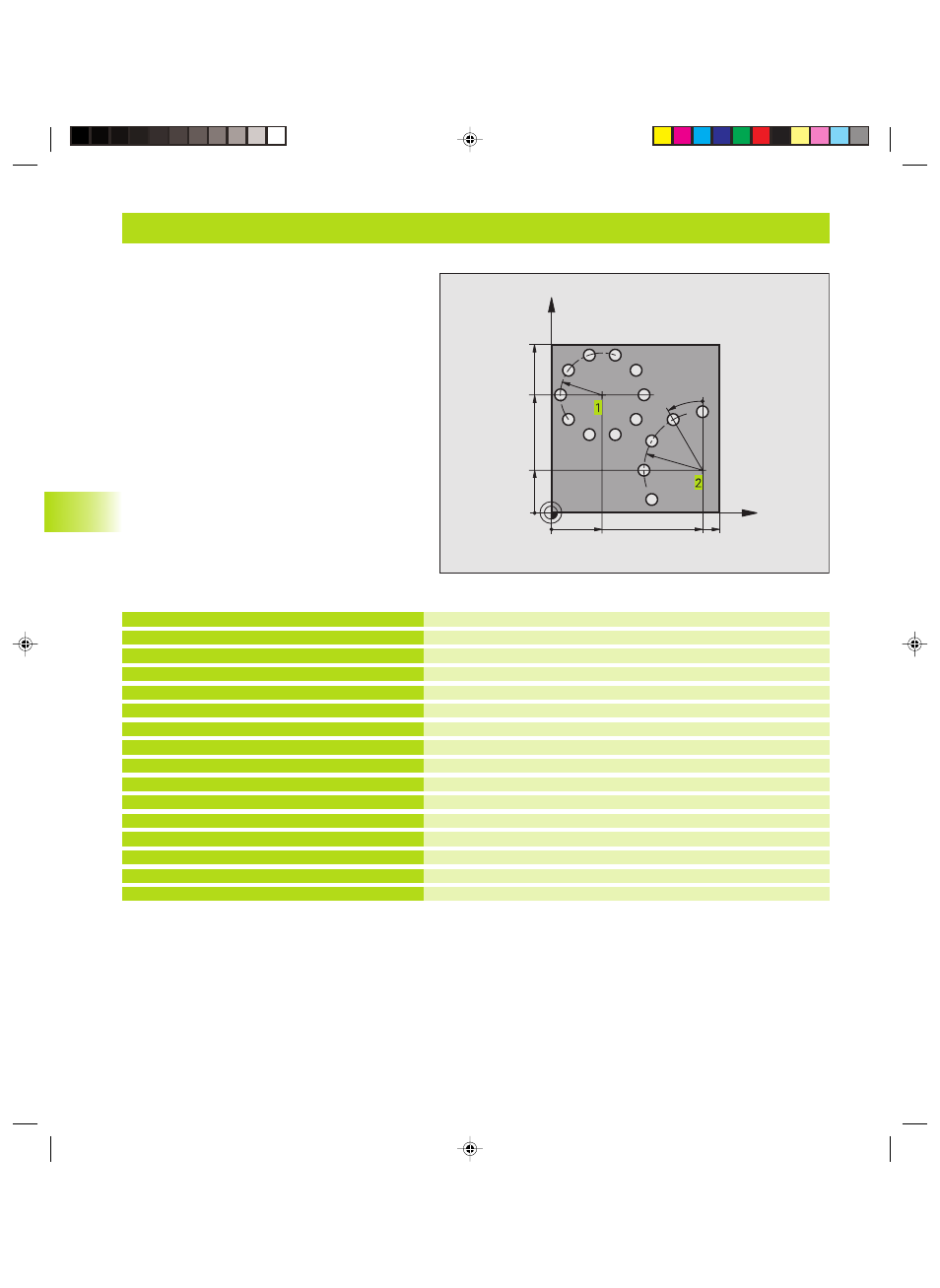
Example: Circular hole patterns
Define the workpiece blank
Define the tool
Tool call
Retract the tool
Cycle definition: drilling
Cycle definition: circular hole pattern 1
Cycle definition: circular hole pattern 2
Retract tool, end of program
%BOHRB G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+3 *
N40 T1 G17 S3500 *
N50 G00 G40 G90 Z+250 M03 *
N60 G200 Q200=2 Q201=-15 Q206=250
Q202=4 Q210=0 Q203=+0 Q204=0 *
N70 G220 Q216=+30 Q217=+70 Q244=50
Q245=+0 Q246=+360 Q247=+0 Q241=10
Q200=2 Q203=+0 Q204=100 *
N80 G220 Q216=+90 Q217=+25 Q244=70
Q245=+90 Q246=+360 Q247=+30 Q241=5
Q200=2 Q203=+0 Q204=100 *
N90 G00 G40 Z+250 M02 *
N999999 %BOHRB G71
8.5 Cy
cles f
or Mac
hining P
oint P
a
tt
er
ns
X
Y
30
70
100
100
R25
R35
30°
90
25
Kkap8.pm6
29.06.2006, 08:06
190