7 sl cy cles gr oup ii (not in tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 221
205
HEIDENHAIN TNC 410, TNC 426, TNC 430
8.7 SL Cy
cles
Gr
oup II (not in
TNC 41
0)
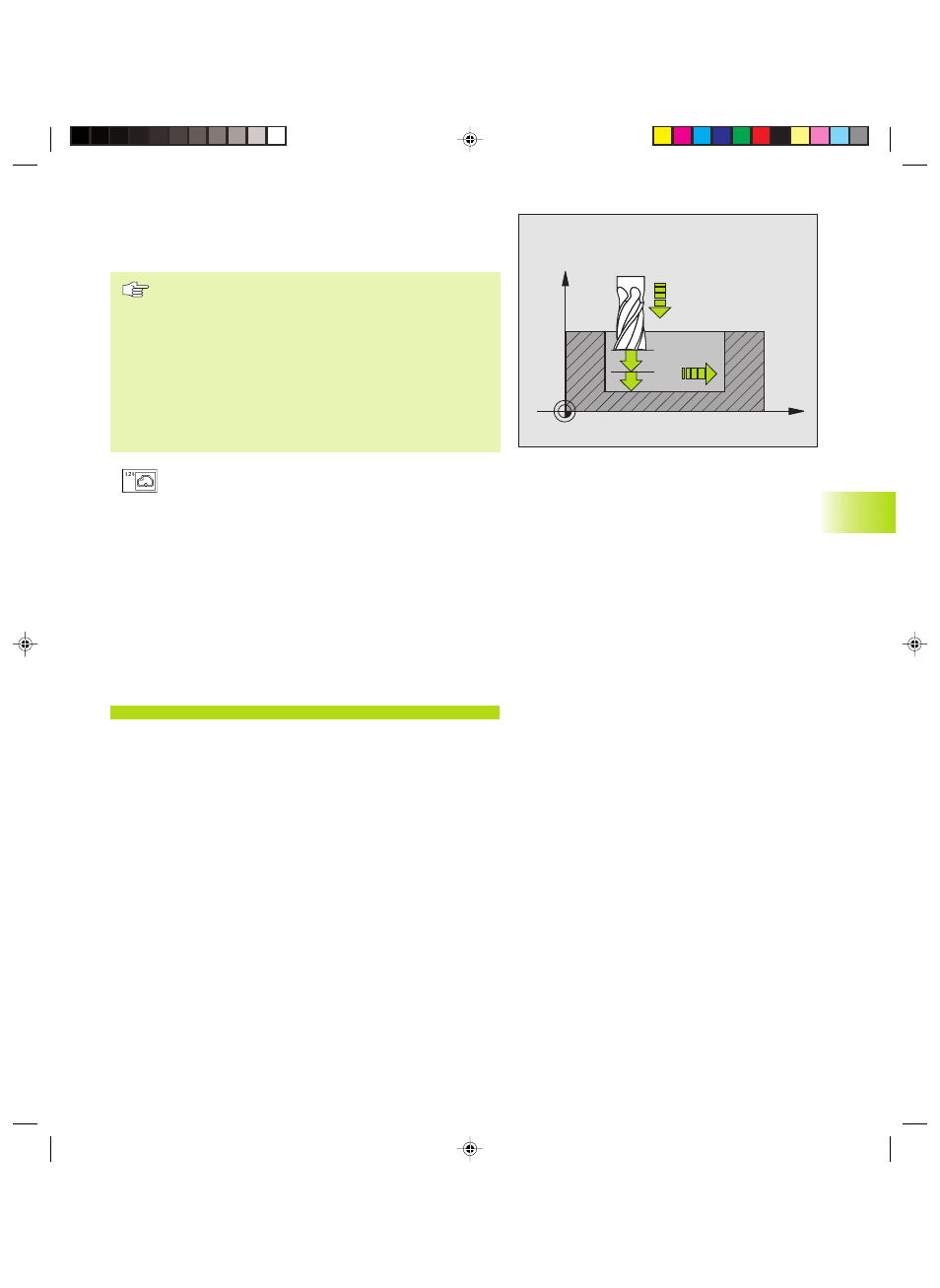
X
Z
Q11
Q12
Q10
SIDE FINISHING (Cycle G124)
The subcontours are approached and departed on a tangential arc.
Each subcontour is finish-milled separately.
Before programming, note the following:
The sum of allowance for side (Q14) and the radius of the
finish mill must be smaller than the sum of allowance for
side (Q3, Cycle G120) and the radius of the rough mill.
This calculation also holds if you run Cycle G124 without
having roughed out with Cycle G122; in this case, enter
“0” for the radius of the rough mill.
The TNC automatically calculates the starting point for
finishing. The starting point depends on the available
space in the pocket.
ú
Direction of rotation ? Clockwise = –1 Q9:
Direction of machining:
+1: Counterclockwise
–1: Clockwise
ú
Plunging depth Q10 (incremental value):
Dimension by which the tool plunges in each infeed
ú
Feed rate for plunging Q11: Traversing speed of the
tool during penetration
ú
Feed rate for milling Q12: Traversing speed for milling
ú
Finishing allowance for side Q14 (incremental value):
Enter the allowed material for several finish-milling
operations. If you enter Q14 = 0, the remaining
finishing allowance will be cleared.
Example NC block:
N61 G124 Q9=+1 Q10=+5 Q11=100 Q12=350 Q14=+0*
Kkap8.pm6
29.06.2006, 08:06
205