6 programming examples – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 264
9 Programming: Subprograms and Program Section Repeats
248
9.6 Programming Examples
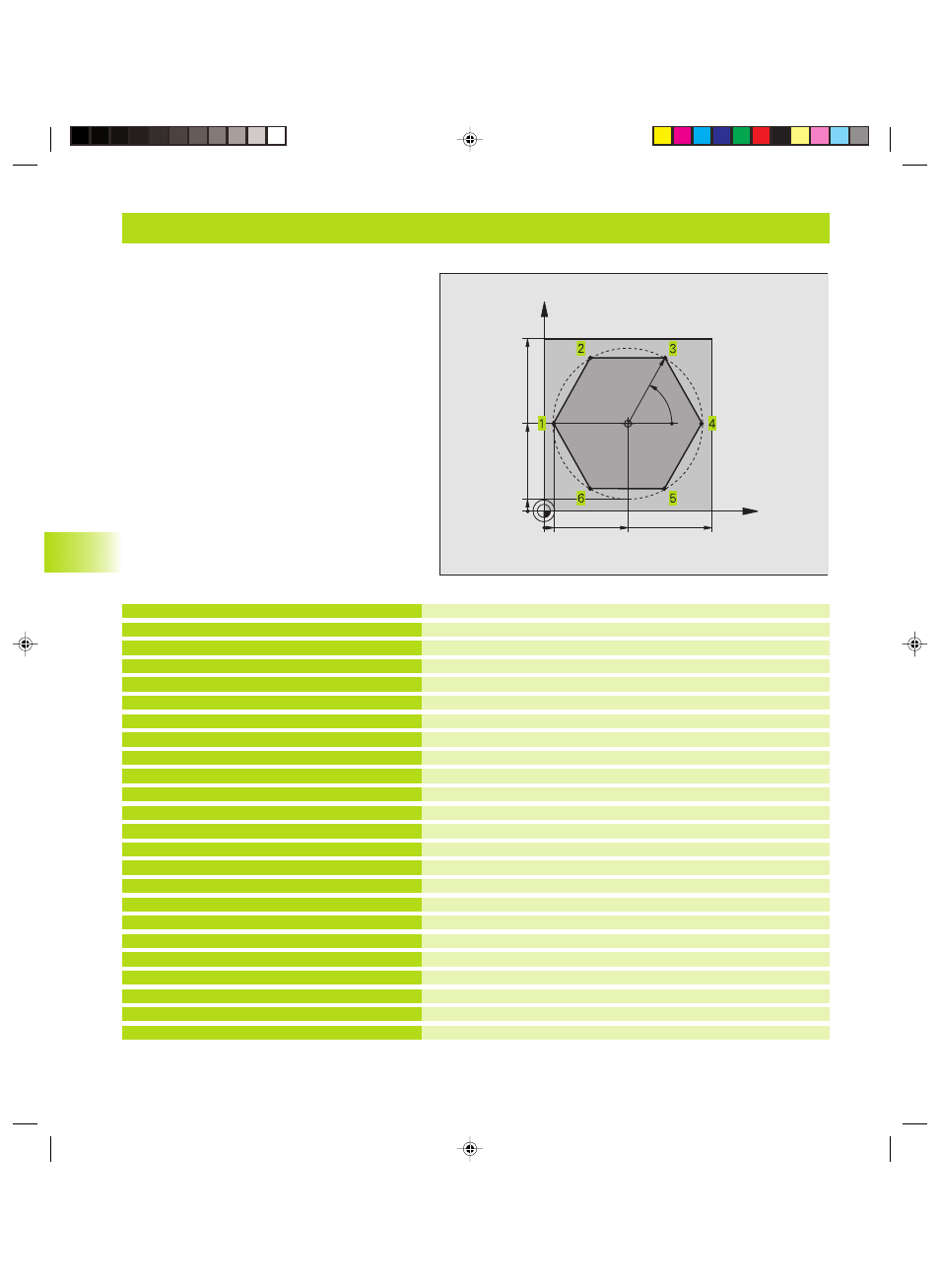
Example: Milling a contour in several infeeds
%PGMWDH G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+7,5 *
N40 T1 G17 S4000 *
N50 G00 G40 G90 Z+250 *
N60 I+50 J+50 *
N70 G10 R+60 H+180 *
N80 G01 Z+0 F1000 M3 *
N90 G98 L1 *
N100 G91 Z-3 *
N110 G11 G41 G90 R+45 H+180 F250 *
N120 G26 R5 *
N130 H+120 *
N140 H+60 *
N150 H+0 *
N160 H-60 *
N170 H-120 *
N180 H+180 *
N190 G27 R5 F500 *
N200 G40 R+60 H+180 F1000 *
N210 L1.9 *
N220 G00 Z+250 M2 *
N999999 %PGMWDH G71 *
Define the tool
Call the tool
Retract the tool
Set pole
Pre-position in the working plane
Pre-position to the workpiece surface
Set label for program section repeat
Infeed depth in incremental values (in the open)
First contour point
Approach contour
Contour
Depart contour
Retract tool
Return jump to LBL 1; section is repeated a total of 9 times
Retract in the tool axis, end program
Example: Milling a contour in several infeeds
Program sequence
■
Pre-position the tool to the workpiece surface
■
Enter the infeed depth in incremental values
■
Mill the contour
■
Repeat downfeed and contour-milling
%PGMWDH G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+7,5 *
N40 T1 G17 S4000 *
N50 G00 G40 G90 Z+250 *
N60 I+50 J+50 *
N70 G10 R+60 H+180 *
N80 G01 Z+0 F1000 M3 *
N90 G98 L1 *
N100 G91 Z-3 *
N110 G11 G41 G90 R+45 H+180 F250 *
N120 G26 R5 *
N130 H+120 *
N140 H+60 *
N150 H+0 *
N160 H-60 *
N170 H-120 *
N180 H+180 *
N190 G27 R5 F500 *
N200 G40 R+60 H+180 F1000 *
N210 L1.9 *
N220 G00 Z+250 M2 *
N999999 %PGMWDH G71 *
Define the tool
Call the tool
Retract the tool
Set pole
Pre-position in the working plane
Pre-position to the workpiece surface
Set label for program section repeat
Infeed depth in incremental values (in the open)
First contour point
Approach contour
Contour
Depart contour
Retract tool
Return jump to LBL 1; section is repeated a total of 9 times
Retract in the tool axis, end program
X
Y
50
100
50
I,J
5
100
R45
60°
5
Lkap9.pm6
29.06.2006, 08:07
248