6 sl cycles group i – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 208
8 Programming: Cycles
192
Program structure: Working with SL cycles
%SL G71 *
...
N12 G37 P01 ...
...
N16 G56 P01 ...
N17 G79 *
...
N18 G57 P01 ...
N19 G79 *
...
N26 G59 P01 ...
N27 G79 *
...
N50 G00 G40 G90 Z+250 M2 *
N51 G98 L1 *
...
N60 G98 L0 *
N61 G98 L2 *
...
N62 G98 L0 *
...
N999999 %SL G71 *
A
C
D
B
Overview of SL cycles
Cycle
Soft key
G37 CONTOUR GEOMETRY (essential)
G56 PILOT DRILLING (optional)
G57 ROUGH-OUT (essential)
G58/G59 CONTOUR MILLING (optional)
G58: In clockwise direction
G59: In counterclockwise direction
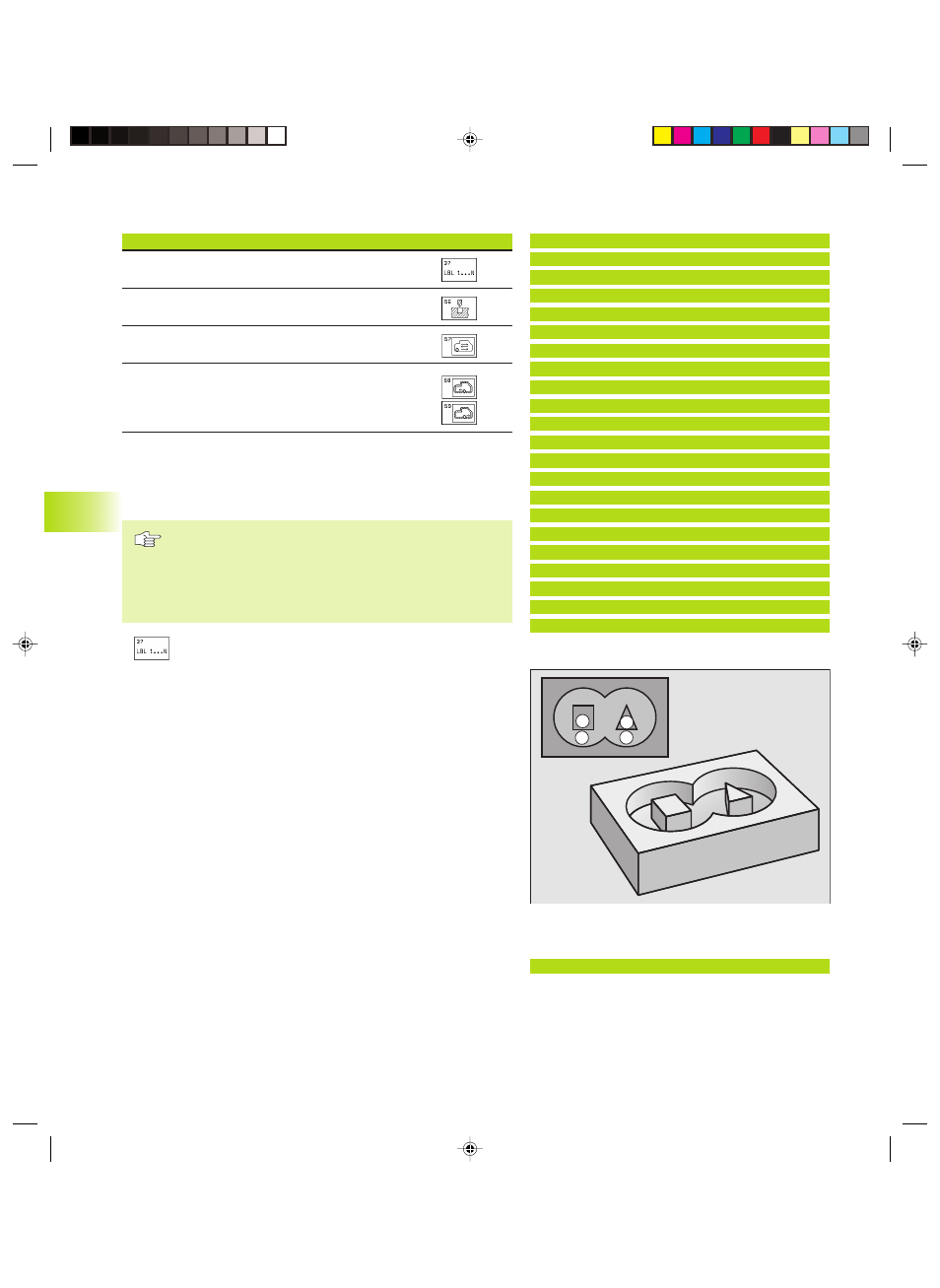
CONTOUR GEOMETRY (Cycle G37)
All subprograms that are superimposed to define the contour are
listed in Cycle G37 CONTOUR GEOMETRY (see figure bottom right).
Before programming, note the following:
Cycle G37 is DEF active which means that it becomes
effective as soon as it is defined in the part program.
You can list up to 12 subprograms (subcontours) in Cycle
G37.
ú
Label numbers for the contour: Enter all label
numbers for the individual subprograms that are to be
superimposed to define the contour. Confirm every
label number with the ENT key. When you have
entered all numbers, conclude entry with the END
key.
8.6 SL Cycles Group I
Example NC block:
N54 G37 P01 1 P02 5 P03 7*
Kkap8.pm6
29.06.2006, 08:06
192