HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 46
46
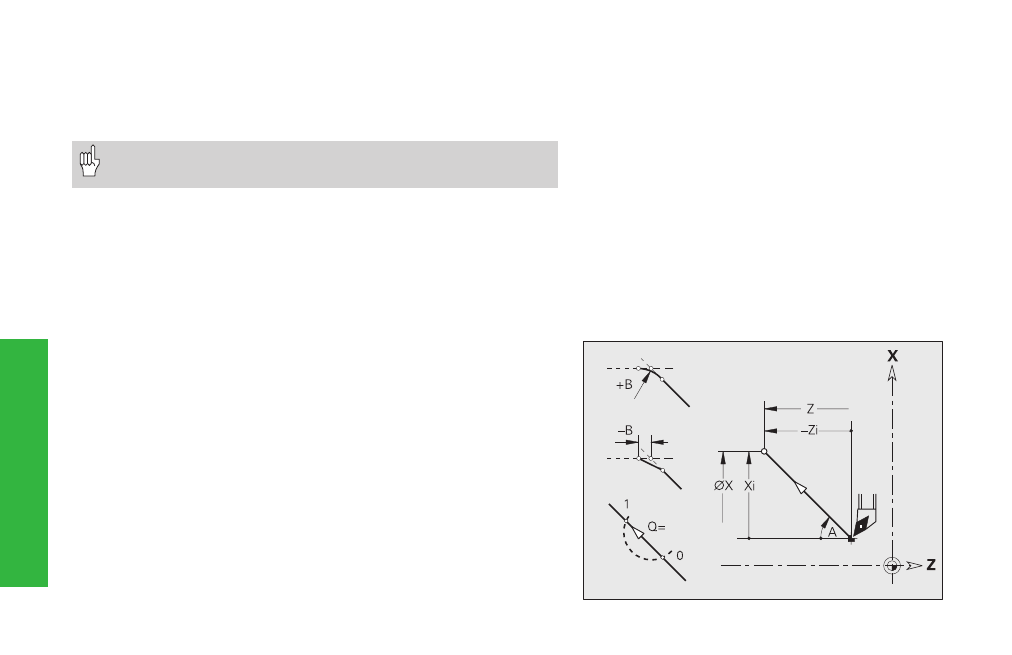
Linear path G1
The tool moves at the programmed feed rate on a line to the ”end point.”
Parameters
X, Z: Diameter, length to end point (X diameter)
A:
Angle (angular direction: see graphic support window)
Q:
Selection of intersection – default: Q=0
■
Q=0: Near intersection
■
Q=1: Far intersection
B:
Chamfer/rounding
■
B is undefined: Tangential transition
■
B=0: Nontangential transition
■
B>0: Rounding radius
■
B<0: Chamfer width
E:
Special feed-rate factor (0 < E
1) – default: 1
(special feed rate = active feed rate * E)
Simple linear
and cir
cular paths
Rapid traverse to machine coordinates G701
The slide moves at rapid traverse on the shortest path to the ”target
point.”
Parameters
X, Z: End point (X diameter value)
”X, Z” refer to the machine datum and the slide datum.