HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 64
64
Transition radii G87
G87 machines transition radii at orthogonal, paraxial inside and outside
corners. The direction for the rounding is taken from the ”position/
machining direction” of the tool.
A preceding longitudinal or transverse element is machined if the tool is
located at the X or Z coordinate of the corner before the cycle is executed.
Parameters
X, Z: Corner point (X diameter)
B
Radius
E
Reduced feed rate – no input: active feed rate
• Cutter radius compensation: is carried out
• Allowances are not considered.
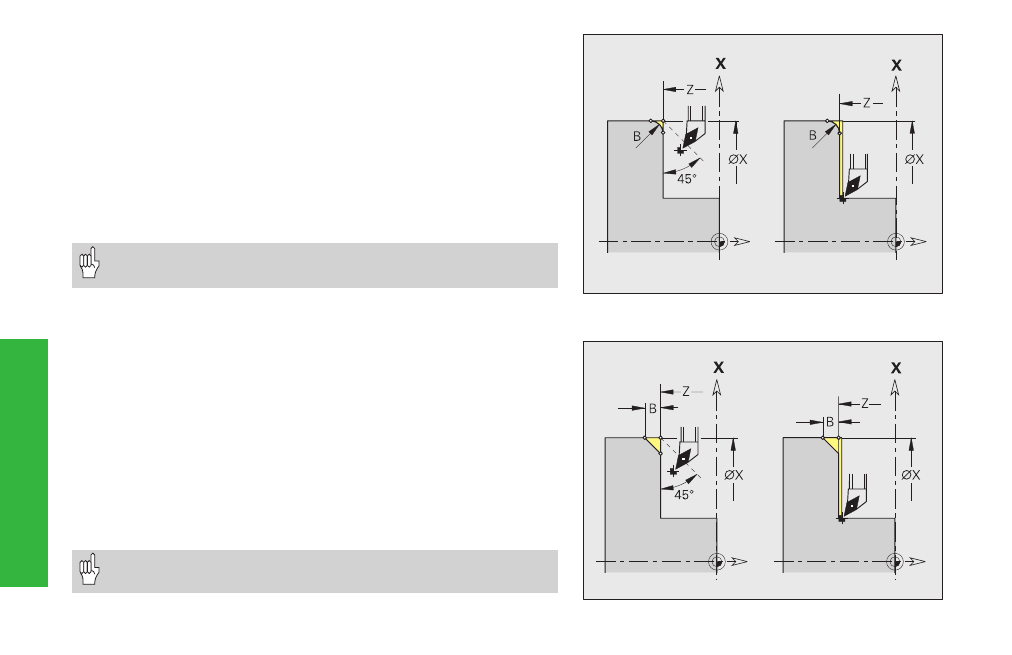
Chamfer G88
G88 machines chamfers at orthogonal, paraxial outside corners. The
direction for the chamfer is taken from the ”position/machining
direction” of the tool
A preceding longitudinal or transverse element is machined if the tool is
located at the X or Z coordinate of the corner before the cycle is executed.
Parameters
X, Z: Corner point (X diameter)
B
Chamfer width
E
Reduced feed rate – no input: active feed rate
• Cutter radius compensation: is carried out
• Allowances are not considered.
Simple t
u
rning cy
cles